A new idea for keeping PCB material flat while milling artworks
The vacuum plate mentioned elsewhere on my blog serves me well when milling printed circuit boards on the Tormach PCNC440. It keeps the PCB material flat and makes the cut widths repeatable when using V cutters.
The plate cannot be easily used on my CNCEST3040 due to the restricted Z height. We have experimented with various techniques to keep the PCB material clamped flat on the smaller mill with varying degrees of success.
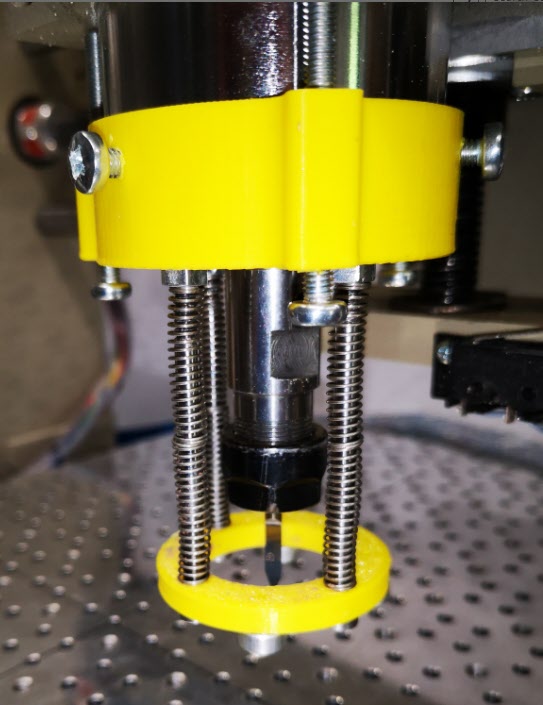
Idle hands and brain during social distancing has produced a possible solution that might be of interest and stimulation to others. It consists of a circular pressure ring that sits around the spindle chuck and tool. There is a second ring that sits on the spindle body connected to the lower ring with rods which have coaxial springs pushing down on the lower ring. The magic is to use mini ball transfer units on the lower ring to press down on the PCB and glide friction free around the PCB as the cutter does its stuff. The assembly is held in place on the spindle with 3 gripping screws. The downward pressure is adjusted by 3 screws that press against the spindle mounting frame.
The ball transfer units come in all sizes and are very common in baggage handling systems at airports and in industrial conveyor systems. The ones I used came from RS and have a 4.8mm ball and a M2 mounting shank.
The prototype was made using 3D printed rings. There is an image below. Apologies for the yellow PLA but finding any PLA at a decent price is very difficult in the present circumstances.

The idea seems to work and has produced some good consistent quality PCB prints. It does have disadvantages in that you need to have a larger PCB blank to allow for the larger footprint of the pressure ring. It is probably only of practical use for PCB milling but then the problem of flatness is less critical in drilling the board and routing the profile.
Similar or related subjects : –
- Notepad ++ for GCode Editing
- Local power USB switching circuit
- Tormach PCNC440 X Axis limit switch repair
- Experiences CNC machining Aluminium Composite Material (ACM)
- Enclosure finally added to my Tormach PCNC440
- CNC Work Reference Centring using Mushrooms
- Clough42 Electronic Leadscrew Project Implementation Notes
- Floating pressure foot for the CNCEST3040T mini milling machine
- Probes and Haimer Taster Modification
- Arc and Circle I and J code calculator for GCode cutting paths