

A Potential JSN Job with a Hidden Benefit
Since publishing details of the blade guide modifications on the Burgess BK3 bandsaw I have received a lot of interest and also a request for a replacement motor shaft pulley and a replacement blade drive pulley.
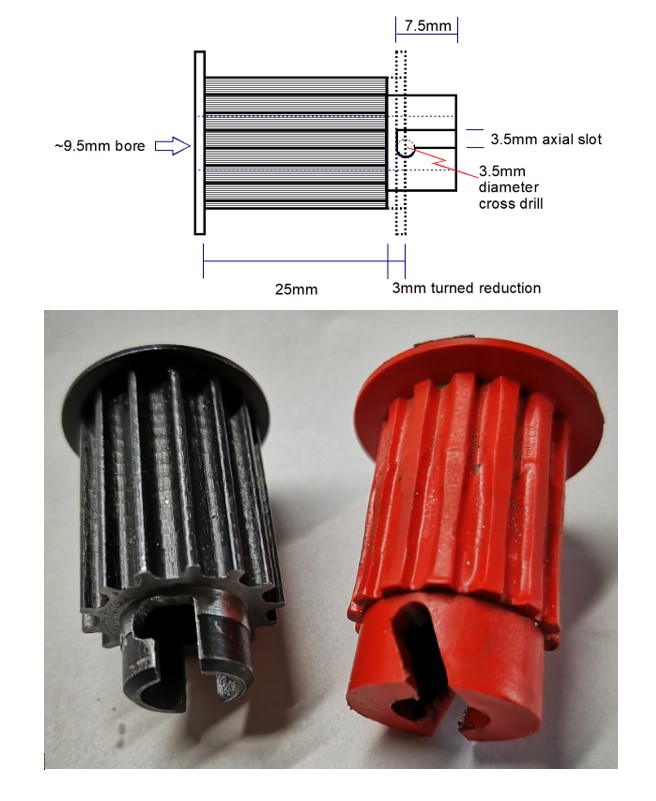
After dismantling my machine to check the dimensional details I discovered that the red plastic motor shaft drive pulley on my BK3 was severely worn to the extent of the teeth looking very distorted. (See image below). It would appear I need a new pulley also.
For those not familiar with the BK3 genre, the red drive wheel is a sliding fit on the motor shaft and has a helical slot in the end which locates into a cross pin through the motor shaft. The gear wheel is forced tight into the slot by virtue of the direction of rotation during cutting. Reading the handbook for the BK3 it seems that this pulley is designed to slide off to allow it to be swopped with an eccentric pulley mechanism when the BK3 is used as a fret saw.
The drive belt on the BK3 is 9mm wide and 5mm pitch (with 102 teeth). The red pulley has teeth extending axially over 25mm. This is to allow the one pulley on the motor shaft to drive two different pulley diameters on the blade drive pulley with only a change in belt length. This gives two blade speeds of 106m/min and 396m/min. My BK3 never had the second pulley combination when I bought it second hand. The BK3 is a well thought out machine and despite its vintage is very popular and commands relatively high prices on EBay etc.
Back to the plot.
My first instinct was to 3D print a replacement red pulley and this was successfully done using the Fusion 360 gear wheel design script. Rather than trying to model the helical slot I opted for a simpler solution of a pair of diametrically opposite ‘L’ slots. This worked well as a concept when trialled on the 3D printed version.
Rather than ship a PLA version to the client I opted to modify a standard off the shelf 14 tooth x 25mm wide x 5mm pitch pulley. These are available from Bearing Boys (14-5M-25). The one slight problem is that the boss on the pulley needs to be drilled out to 9.5mm to match the BK3 motor shaft. This does not leave a lot of meat on the boss. To get the best possible strength from such a modification I opted for a steel pulley rather than aluminium.
First operation is to drill out the centre bore of the pulley. The motor shaft appears to be 3/8″ (0.375″ or 9.5mm ish). I incrementally drilled the centre bore upwards from 5.5mm to 9.5mm but the pulley was still reluctant to slide onto the motor shaft. Not having an adjustable reamer I ended up using a letter ‘V’ drill to get a closer fit and then a light skim with a boring bar. After the shaft had been cleaned this combination gave a nice sliding fit
The red plastic pulley had a tooth width of 25mm. The teeth on the bought in steel pulley are wider (~28mm). The red pulley only has the single outside belt retaining collar. On this basis I gripped the boss end of the pulley in a collet and turned back the teeth width by 3mm. Note there is one slight problem. The belt retaining collars are not an integral part of the steel pulley casting but a thin dished additional fitment. The result is that at some point in the turning this fitment starts to rotate independently of the pulley body and I had to use the Dremel to cut this residual ring free before I could continue.
Having reduced the teeth width to 25mm, the ‘L’ slots need to be cut. I cross drilled the pulley boss with a 3.5mm hole. I then rotated the pulley in the mill jaws by a few degrees and then cut a diametric 3.5mm slot axially down to the same level as the 3.5mm hole and then hand filed the break through from the slot into the hole to create a retaining notch. The pulley bore was then cleared of any induced burrs.
The pulley now pushes onto the shaft and with a twist anticlockwise, the shaft cross pin locates into the ‘L’ slot notch.
So far so good. Next job is to recreate the large drive wheel pulley.
Similar or related subjects : –
- Three axis stepper controller PCB in stock
- Myford Super 7 Large Bore depth stop
- Tangential Lathe Toolholder for Myford Super 7
- Hemmingway Sensitive Knurling Tool
- Workshop air compressor problems
- Replacement Cowells Chuck Key (Part 2)
- Illuminated Optical Centre Punch
- Gack Vice as a 3D Print
- BK3 Bandsaw Lazy Susan Turntable Update
- Noga Tool Christmas Present
I recently restored my BK3 – given to me by my father-in-law – all the plastic orange parts were perished so I designed replacements and have posted them on Thingiverse https://www.thingiverse.com/simontelescopium/collections/burgess-bk3-bandsaw-parts-mods any chance you would be willing to share your design for the drive pulley ?
Hi Simon
Sorry I missed your message which had been auto placed in the spam box.
The drive pulley is a standard 25mm wide 5mm pitch pulley from Bearing Boys.
I needed to turn back the boss end to gain a little more length on the boss.
This was to allow more room on the boss for the L notch.
This is detailed on the blog but here are a few extra comments.
I have the luxury of a lathe and milling machine so what follows relates to these.
The pulley as bought in was mounted in the lathe chuck using a collet.
On my lathe this gives better concentricity.
I eased the pulley boss out of the collet sufficiently far to allow access with a narrow parting tool.
I supported the other end of the pulley with a live centre in the tailstock.
With this set up I turned back the pulley as per the blog details.
I mention again that the side belt retaining rib is a pressed on item and as you machine back towards it, it will come free.
This means it will stop rotating as the parting tool bites into it.
You may well have to remove the pulley from the collet to snip it free and then continue.
Once having completed the shaping of the boss you need to cut the locking slot.
I gripped the pulley in line in a machine vice on the milling machine.
Using a dial gauge or similar I rocked this across the diameter of the boss to find the high point.
Once found I locked X & Y and drilled down through the boss.
I reset the pulley in the vice and sat it boss upper most and rotated by a few degrees on the cross hole and milled down across the diameter to the same depth as the cross drill.
Having machined down to the same level as the cross hole I removed it from the milling vice and then hand filed the break out from the milled slot into the cross hole.
This created a ‘L’ shaped slot that replaces the diagonal slot in the original red plastic pulley.
The only remaining action is bore the centre hole on the pulley as they are shipped blind.
Remount the pulley in the lathe and align it true with the live centre.
Incrementally drill out the centre bore to a final size of 3/8″
Note that originally I assumed this was 9.5mm but this is too tight.
If you have a 3/8″ reamer this is ideal.
Given the age of the BK3 it is almost certainly an Imperial dimensioned device.
(I could not get my caliper orientated to easily measure the stub accurately).
Sorry that is a lot to take in but hopefully it makes sense.
Before I changed to the metal pulley I did a 3D print in PLA and this worked fine but a bit noisy.
This suggested the tooth profile was not quite a match for the belt profile.
Note if you are buying belts and pulleys make sure the profiles match.
Bearing Boys supply both so you should be OK.
If you don’t have the lathe and milling machine available I can make you a part as detailed if you buy in the pulley from BB and send it to me.
Woody