

Often a project comes along and it has you scratching your head how to go about it.
The following job was simple and it could have been hand filed but my preference was to machine it. The fact that I needed to make two added to my thinking. (aka – I am fundamentally a lazy person …. and I follow my father’s adage that if a machine can do it a human shouldn’t)
You can simply regard the challenge as looking like a screwdriver blade but I needed to have it with the flats exactly on opposite sides, the end of the flats needed to come together to a defined blade point thickness (0.3mm) and the length of the flat taper had to be a defined length (30mm). Here is a simple sketch.

What I am about to describe is not magic and I am probably teaching many a granny to suck eggs (is this a universal saying or quintessentially English and how did it originate ?) but it might help someone somewhere save a few minutes of their life.
Stevenson Blocks in my opinion are the most elegant pieces of workshop tooling ever invented. They consist of an accurately machined block of steel with an ER collet mounting. Really quite simple. They come in different ER sizes and the block can be square or hexagonal cross section. These are they below and ArcEurotrade are one possible source.

If you have to machine a square head or hexagonal head on a piece of round stock they make the job so easy to run and make the result uniform, symmetrical and central. Likewise centre drilling of round stock becomes so much more simple. IMHO no workshop should be without Stevenson’s Blocks.
Back to the job in question. I drew out the geometry and calculated I needed to set the 5mm round stock at an angle of 4.48 degrees. Non scale sketch below.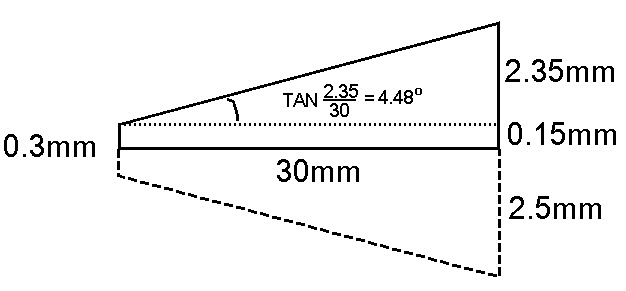 (Tangent rule – I can’t remember opposite and adjacent etc and remember it instead from – “Some People Have Curly Black Hair Through Persistent Brushing” where B = Base, H = Hypotenuse and P = Perpendicular).
(Tangent rule – I can’t remember opposite and adjacent etc and remember it instead from – “Some People Have Curly Black Hair Through Persistent Brushing” where B = Base, H = Hypotenuse and P = Perpendicular).
I could have simply set the stock in the milling vice at the required angle but it would be a real pain getting it correct and protruding the right amount to skim flat. The resulting set up was as follows and you can see how the Stevenson Block came to the rescue.
The 5mm stock was faced off and then marked at 30mm from the end and with a score line and then mounted in the Stevenson Block.
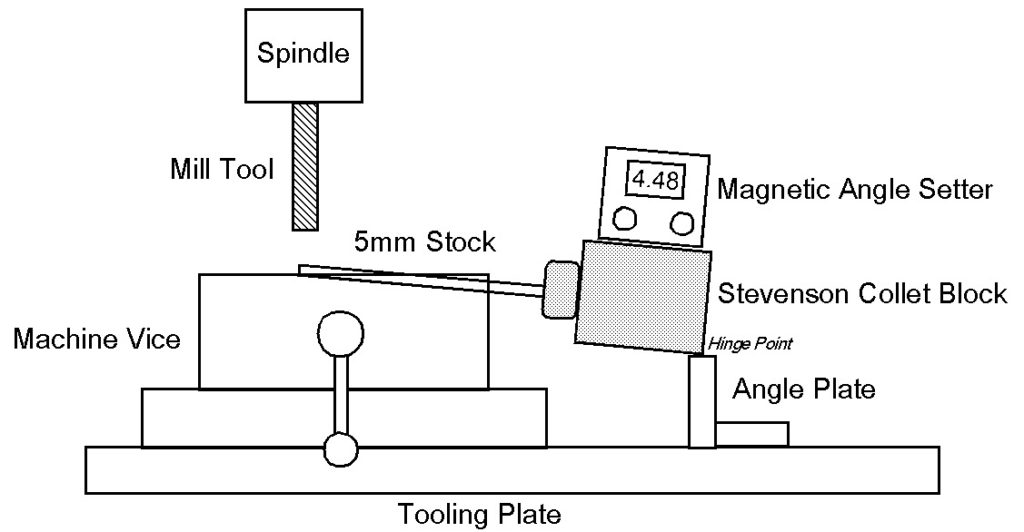
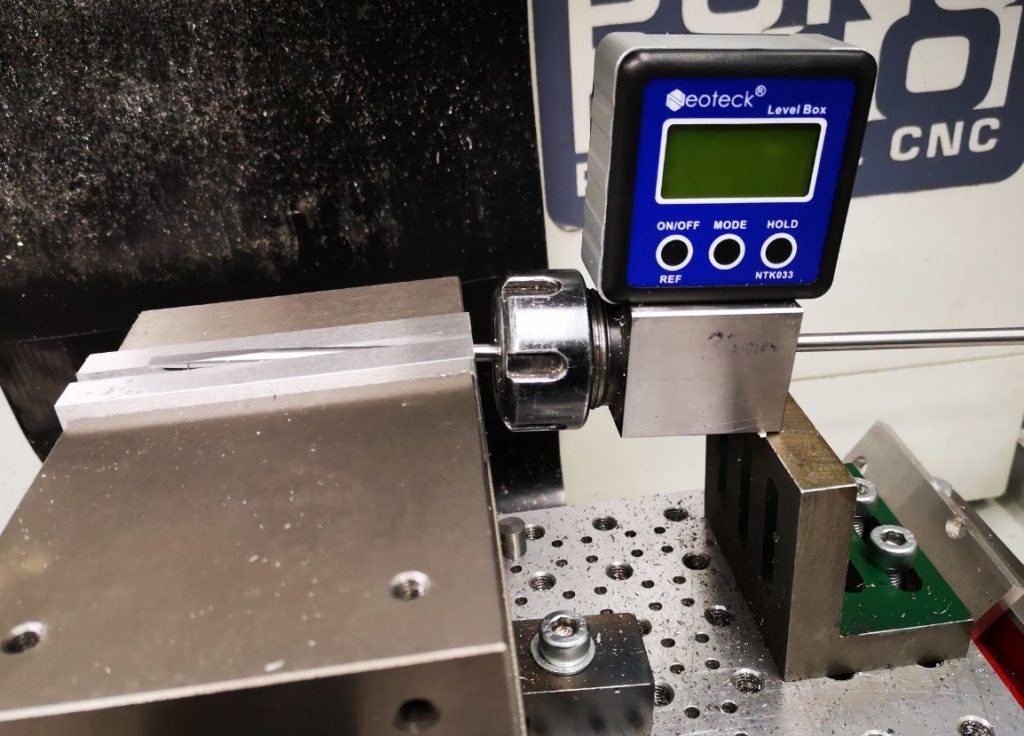
My angle setter just fits nicely on the Block surface and has a magnetic base. This setup makes it so easy set the stock angle by ‘hinging’ the Block up and down against the bottom edge of the Block and the angle plate surface. (Clearly for other angles the height of the hinging point support would need to change).
Once set, the cutter is traversed in ‘X’ up and down the stock until the run out point coincides with the 30mm mark. Once the first side is cut, the stock and Block (could this be the name of a pub for engineers ?) are rotated 180 degrees which is fix defined by the Block lower surface edge. The second side can now be run.
I said it wasn’t magic but it beats filing and is far more accurate than I would have achieved by hand. Good result.
Similar or related subjects : –
- Parting Off on the Lathe
- Workshop storage update using Spacemaster 5L boxes
- Plastic heat sealer – a useful workshop asset
- How to square up a scrap piece of stock ready for machining
- Deburring techniques in the home workshop
- First screw threads cut using Clough42 electronic leadscrew
- Machining a job that is outside a milling machine’s table travel using Fusion 360
- Stevenson Collet Block and the Angle of Dangle
- A Lazy Cable Clamp using 3D Printing
- Mill Turning Jig
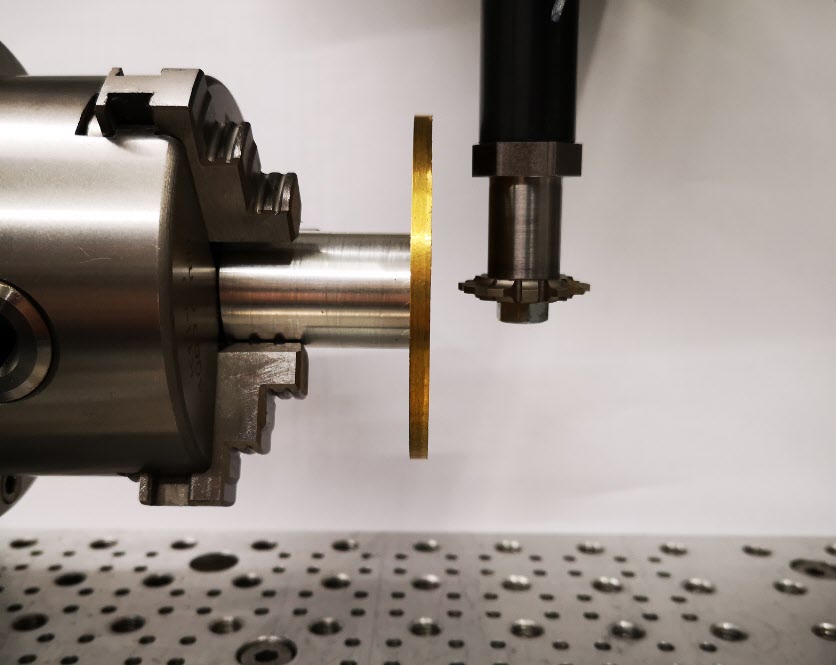


 It is made from a piece of 19mm AF hexagonal steel bar with the hexagonal flats going to be used as a tightening it in place in the Tormach arbor. My Myford Super 7 when used with a 3 jaw self centering chuck is not bad on concentricity but for really accurate centering I swap the chuck for a collet face plate instead. This job was going to need both.
It is made from a piece of 19mm AF hexagonal steel bar with the hexagonal flats going to be used as a tightening it in place in the Tormach arbor. My Myford Super 7 when used with a 3 jaw self centering chuck is not bad on concentricity but for really accurate centering I swap the chuck for a collet face plate instead. This job was going to need both.
