

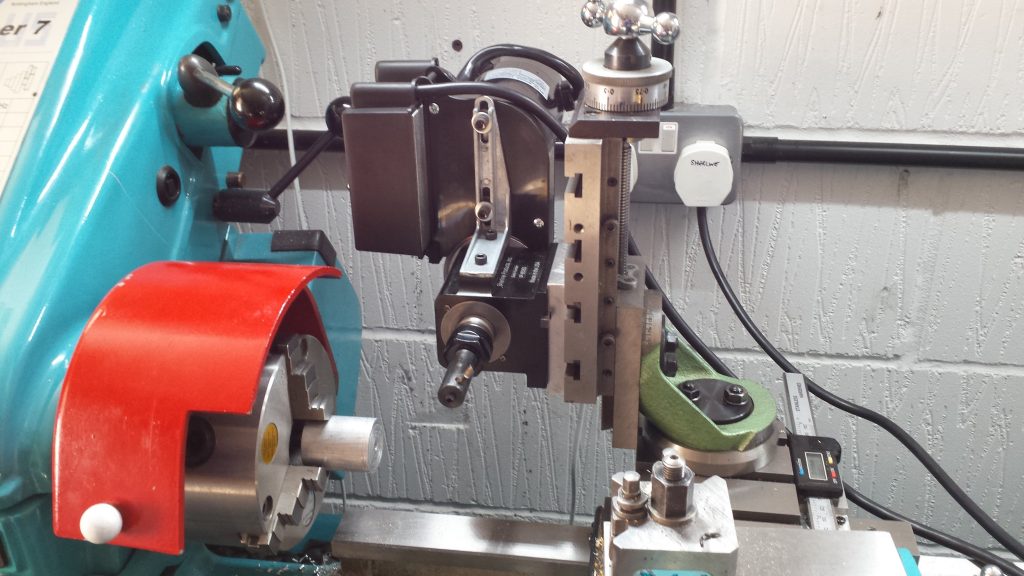
After completing the write up on the Sherline CNC Indexer for use on the Myford for clock wheel cutting, I realised that an important part of the process was the cutting mechanism itself.
I had adapted the Sherline headstock motor and spindle assembly to mount on the Myford vertical slide to act as a secondary cutting source. I use this for cutting clock teeth and for drilling holes ‘off centre’ to the lathe axis for such processes as arbor mounting holes.
The full write is available as a pdf on the associated page on this site.
Similar or related subjects : –
- Eccentric Engineering Turnado freehand turning tool
- Rotring 300 2mm clutch pencil modification
- Kindling Cracker – a safer option
- SINO SDS2MS DRO repair
- A useful Amazon sourced small item storage system
- Arduino Processor Reference Clock Accuracy
- 3D Printed Length Gauge for In Barrel Mainsprings
- 3D Printed Threads Modelled in Fusion 360
- The “Modern Clock” by Goodrich
- Three axis stepper controller PCB in stock