I have been using a Wildhorse Innovation CNC set up probe for some time now. It works OK but sometimes the results are not consistent. After one frustration session I decided to upgrade it to the Hallmark ITTP probe from Threadexpress in New Zealand.
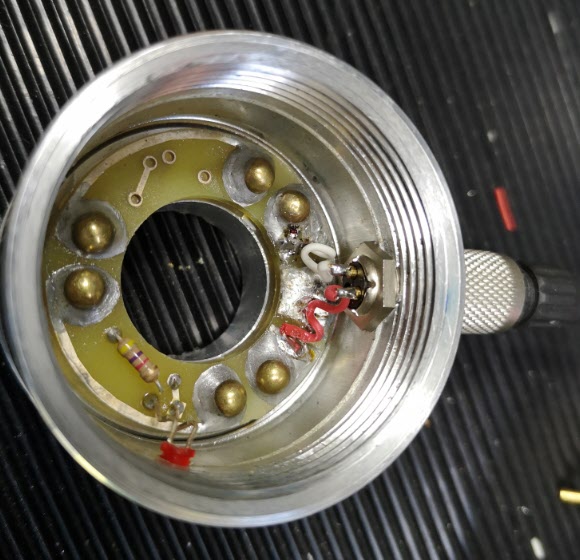
It arrived today after nearly a month in transit due to the current lock down restrictions. On opening the package I was impressed with the quality of the engineering. It is a nice device. It uses the usual 3 pronged contact mechanism. Supplied with the probe is a tube of grease that helps protect the contact reliability. The interface cable has a 5 pin DIN that plugs into the Tormach expansion socket and the shank is a standard TTS compatible size.

I ran through the initial preparatory procedure and then loaded it into the Tormach 440 spindle. Pathpilot has a number of excellent set up routines to adjust the probe and make measurements. One of these, the Effective Tip Diameter is quite critical. All this went to plan and very quickly. Some initial probing gave repeatable and accurate results so first impressions are good.



I’ll give some updates as the probe gets pressed into service but my first impressions are good with repeatable accurate readings.
In the course of checking out the ITTP probe I needed a reference cross check on the various setup measurements. My Haimer Taster seemed a bit erratic and on inspection I discovered the axial shank holding bolt had worked lose. This meant a re-calibration of the eccentricity of the probe point would be needed.
The alignment process involves adjustment of four grub screws in the shank body. These tweak the ’tilt’ of the shank to get a concentric rotation of the probe ball point. As there are four screws I use two hex Allen keys to make the adjustments to each in line pair. This is quicker than with a single hex key being swapped from side to side. It is a bit like the process I use when centring a 4 jaw chuck. The adjustment is done against a dial gauge riding against the probe ball point. Once you get the knack this process doesn’t usually take too long using the two key method.
The frustration is that the Allen keys provided with the Haimer are a bit chocolate based and the ends chew up easily. The result is you tighten a grub screw and the hex key end twists and gets jammed into the hex socket in the grub screw. While trying to waggle the jammed key you mess up your carefully made adjustment. Aaaargh !
I ground back the worn end of the Allen keys to clean up the hex profile but they quickly degraded. In the end I took the grub screws out completely and replaced them with some M4 cap head bolts. Joyful !

Yes I know it doesn’t look pretty but it is now a real pleasure to make the adjustments with a couple of larger T wrenches. It is probably a criminal thing to do to such a lovely instrument but life is too short.
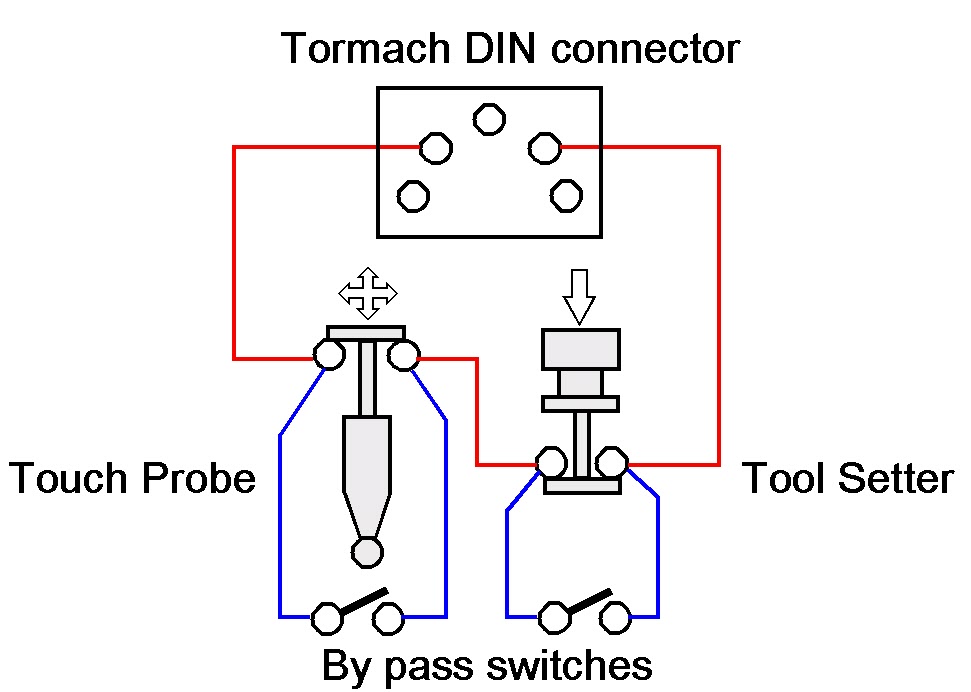
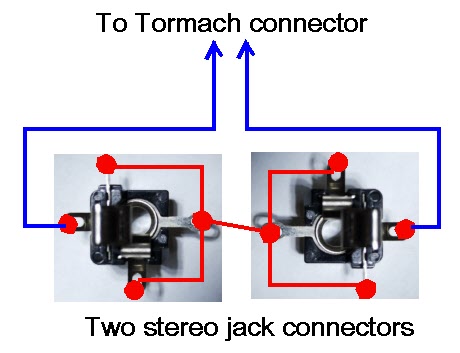
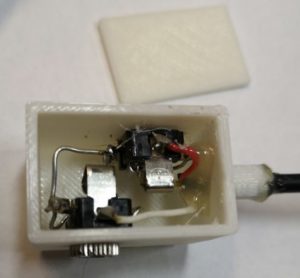
Next job will be to modify the arrangement of my tool sharing junction box on the Tormach expansion port so my Hall Effect tool height setter and the ITTP can share the input.
Similar or related subjects : –
- Notepad ++ for GCode Editing
- Local power USB switching circuit
- Tormach PCNC440 X Axis limit switch repair
- Experiences CNC machining Aluminium Composite Material (ACM)
- Enclosure finally added to my Tormach PCNC440
- CNC Work Reference Centring using Mushrooms
- Clough42 Electronic Leadscrew Project Implementation Notes
- Floating pressure foot for the CNCEST3040T mini milling machine
- Probes and Haimer Taster Modification
- Arc and Circle I and J code calculator for GCode cutting paths