

I & J Arc Code Calculator (with updated spreadsheet)
I had a need to hard code a circular PCB cut out CNC code that would cut four arcs around a milled PCB and leave four breakout tabs to retain the board in place in the blank until the job was finished.
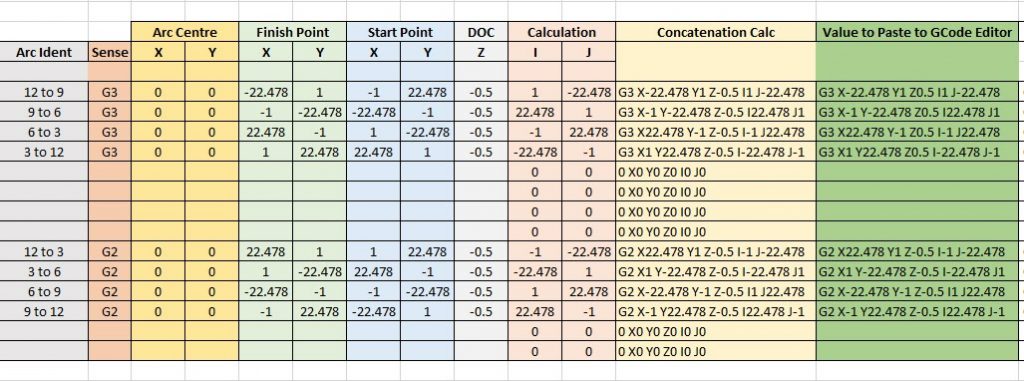
To create I & J codes you need to know the start point, end point and radius of the arc. The end point becomes the X and Y. The delta X and Y location relative to the radius centre point X and Y becomes the I and J values. You can also add a depth of cut value for Z as part of the block. Note that the Arc is assumed to run anticlockwise when using a G3 code running from start point to finish point. Use G2 if you want a clockwise motion. The principle is the same with both rotations.
You end up with a block code of the format G3 (G2) Xa Yb Zc Id Je where a,b,c,d,e are the coordinate values. I found that working with positive and negative values when trying to find the I and J values relative to the centre was hurting my brain. A spreadsheet was needed …..
You can download the sheet as a ZIP file from the link below.
Arc and Circle Calculation Sheet for GCode
Similar or related subjects : –
- Notepad ++ for GCode Editing
- Local power USB switching circuit
- Tormach PCNC440 X Axis limit switch repair
- Experiences CNC machining Aluminium Composite Material (ACM)
- Enclosure finally added to my Tormach PCNC440
- CNC Work Reference Centring using Mushrooms
- Clough42 Electronic Leadscrew Project Implementation Notes
- Floating pressure foot for the CNCEST3040T mini milling machine
- Probes and Haimer Taster Modification
- Tormach PathPilot G37 Update