Since then I have received a number of requests for replacement keys which I have tactfully declined. They are not the easiest of things to reproduce and a potential for broken tooling.
I use PCBWay for my production PCBs and I recently noticed that they can produce sintered 3D objects from a STL file. They offer various materials for this process. Out of curiosity I sent the STL file for the chuck key to them and ordered 5 pieces in sintered tool steel. Twenty days later I received 5 chuck keys. They look good and they match my dimensions and more to the point they work in the chuck. I have no experience on how strong sintered tool steel might be but this video from My Tech Fun is quite impressive.
The downside of course is that they were not cheap (~£50 each, heavily thumped by courier costs) but if you have a Cowells and the frustration of a chuck key with a broken tooth maybe this is a reasonable price to pay. Let me know quickly if you are interested in buying one otherwise I will put them on EBay.
Links to similar or related post are listed below : –
One of the posters that Jimmy Diresta sells says “I’d rather have it and not need it than need it and not have it”. The saying is apt and often strikes home. This is not just in terms of larger workshop assets but also in the small scheme of things like workshop tooling. You know the time you spent making a jig for a job and thought ‘all that extra time and effort to just make that and what do I do with the tooling now ?’
I think it is a saying that is close to the heart of many hobbyist no matter what the medium you are working in. It does explain why our workshops are full of ‘stuff’ that we accumulate on the ‘just in case’ basis. How many screwdrivers do we really need ? The answer of course is ‘one more’.
I believe there should be a sub clause to Jimmy’s poster – “Needing it and Having it yet not being able to Use It”.
I have a Cowells ME90 mini lathe which is a beautiful piece of engineering and I seem to remember it was my first real mechanical engineering purchase. For 364 days of the year it sits looking forlorn at the back of the bench asking to be valued, loved and used. When it is called into use it is indispensable. Usually. On a recent once in a blue moon 365th day when it and only it could perform a task for me I found the drive belt to the headstock had perished. You could almost see the grin on the ME90s face. Gottcha mate, serves you right for not looking after me.
Thankfully the drive belts are standard sewing machine belts (#MB410) and are readily available both direct from Cowells or numerous sources on the Internet including Amazon. A replacement was ordered and it arrived quite quickly.
Now to the nub of the problem – how to fit the belt ? Looking at the headstock it suggested that maybe the whole assembly had to be lifted off and split but the cap head screws for this which went down into the baseplate did not want to budge. I looked at the spindle and it seemed to have differing diameters that at first glance would not allow it to be removed out of the bearing mounts.
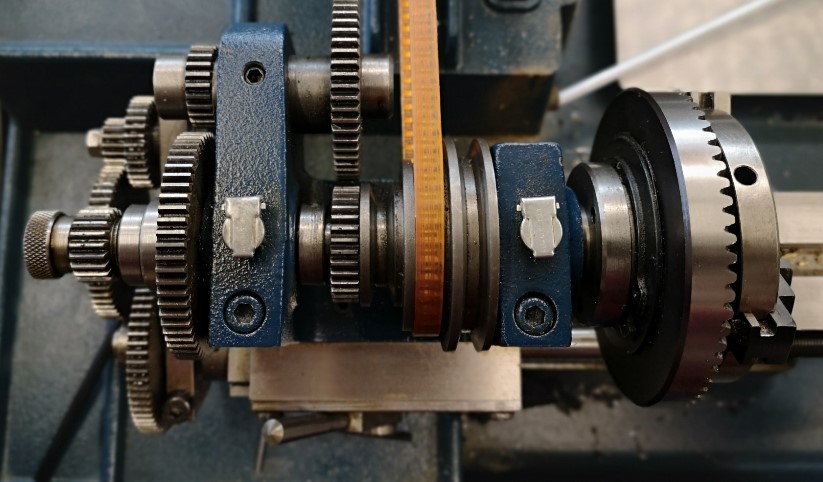
Cowells ME90 headstock assembly for reference while following the belt replacement instructions working left to right
Rather than risk a regretful step I emailed Cowells and very quickly got a support reply from Colin. For all future intrepid belt changers here are his instructions : –
The only way to fit the belt between the 3 step pulleys is to dismantle the headstock assembly.
Its quite simple really:-
Start at the left hand side of the headstock.
1, Unscrew the knurled gear retaining nut.
2, Pull off the 20 tooth gear ( be careful not to lose the tiny Woodruffe key beneath it).
3, Unscrew the round adjuster nut that butts against the large (64t) gear. -You can use a pair of pliers/grips if you put some emery cloth in their jaws.
4, Slacken the M5 grub screw ( or take it out) in the 64t gear.
5, Pull this gear off. (If it is reluctant to budge then, its probably due to a burr underneath- see below for advice).
6, Slacken the M4 grub screw( or remove) in the little collar that abuts the headstock pulley inside the headstock channel.
7, Slacken (or remove) the grub screw in the central vee of the headstock pulley.
8, Slacken the tension on the two bearing adjuster journals- these are the large cap head screws you see on the top face of the headstock body.
9, It should now be possible for the headstock spindle to eject toward the tailstock.
Clean all parts thoroughly and re-assemble in reverse.
If you have trouble removing the 64t gear then, make sure all grub screws are removed as above. Screw back on the knurled gear retaining nut and with a hide mallet, gently tap the headstock spindle toward the tailstock.
As I said in my thank you reply to Colin, I felt like a hybrid version of ‘stupid boy Pike’ and ‘Rodney you plonker’. (UK sitcom specific joke).
The Cowells Model Engineer miniature lathe is very popular in home workshops. It is a well made machine and very accurate to use.
There appears to be one recurring problem with the design and that is the chuck key for the TMC3001 3 jaw chuck often ends up with broken teeth. To understand this better you need to be aware that the Cowells chuck does not have a standard style chuck key. It is more like a drill press chuck key as you will see from the image below. It also has 12 teeth which is unusual compared with drill press chuck keys which usually have 11 teeth. Using too much strength trying to over tighten the chuck rotary mechanism could lead to severe machinist depression.
Cowells 3 jaw chuck and chuck key
I have to admit this is going to be another JSN job that slipped through the net while the sign had been left facing the wall from the last one …. a client wanted to know if I could make a replacement chuck key.
It seems that these are not readily available as replacement parts. So another little challenge was beginning to niggle at me. I thought about try to use Fusion 360 to create CAM for my Tormach PCNC440 CNC mill it but it didn’t feel like the right approach. There had to be an easier way.
While siting in the sunshine at lunch time (probably not paying attention to what my wife was telling me …. (again) …. ) I wondered if standard wheel cutting techniques could be used. This would mean a custom made fly cutter which didn’t fill me with joy and suggested a lot of grief. I then wondered if a standard clock wheel cutter might fit the same profile as the chuck key teeth.
With lunch over I dug out my treasure trove of PP Thornton wheel cutters and compared them with the profile of the chuck key. The PP Thornton 0.95-7 modulus one looked a good bet as a match. In its normal life this would be a 7 tooth pinion cutter.
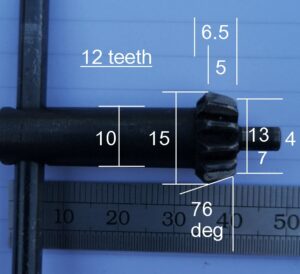
The idea looked like it might work. I measured and sketched up the rough dimensions of the chuck key head profile which is shown below. For ease of making a proof of concept prototype I decided to use aluminium.
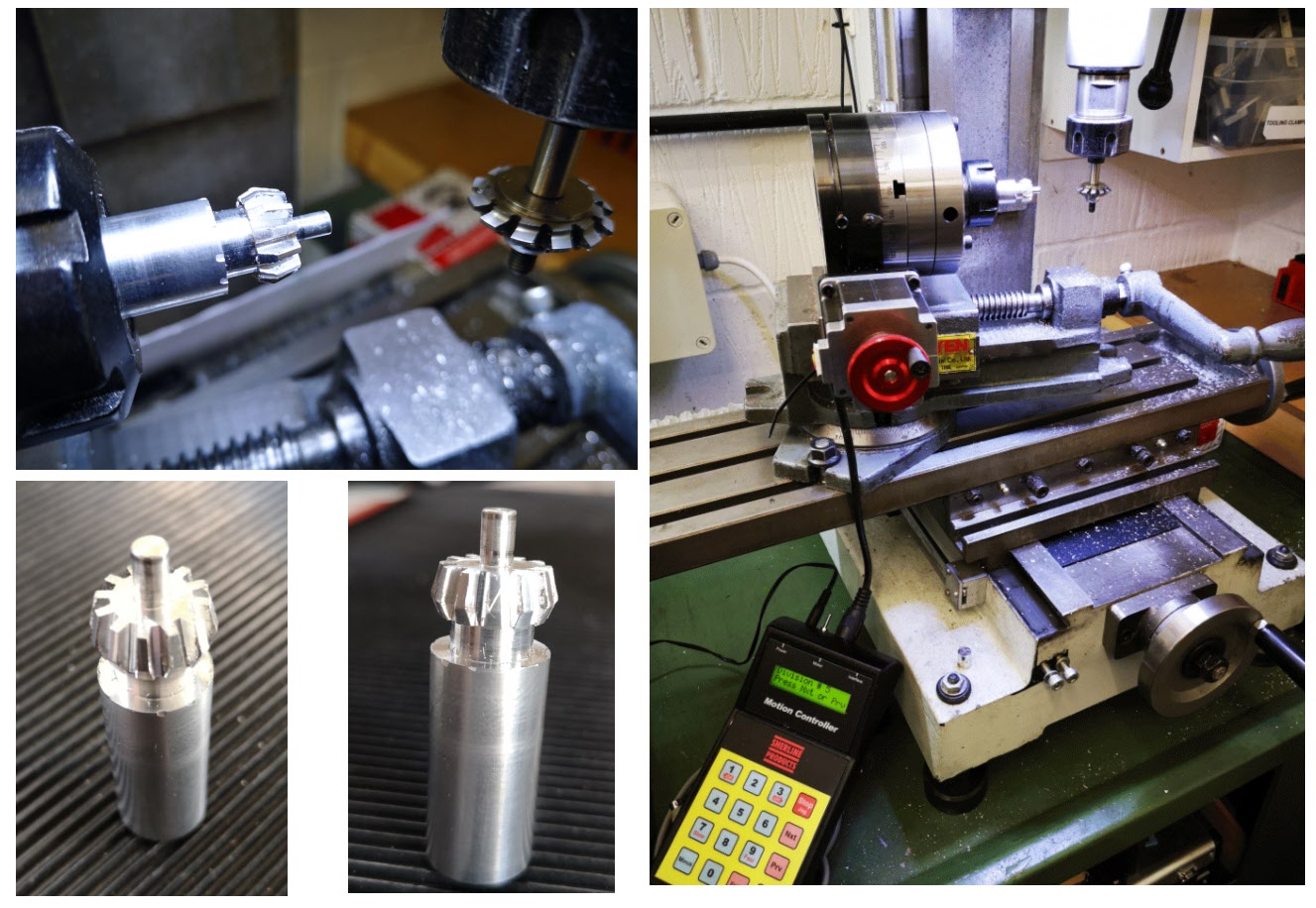
First job was to profile the aluminium stock to the outline shape of the chuck key. This completed I then mounted my Sherline CNC rotary table in the mill table vice and with some jiggery pokery managed to get the vice / table aligned at 14 degrees (90-76) to the X axis movement. I set the centre line of the pinion cutter with the centre line of the aluminium profile. I dialled in 12 steps on the Sherline and began cutting back and forth.
To match the original teeth depth I had to go down to the full depth of what the pinion cutter profile would allow. On the prototype I didn’t bother finishing the shank of the key and below are some process images and the final prototype result.
Images of the process and final result making a prototype Cowells lathe chuck key replacement.
The prototype worked. I just have to make a fully finished steel version …… oh and remember to turn the JSN notice back over so I can’t miss seeing it next time an intriguing enquiry comes in.
Update : – Silver steel ruined my cutter … they are really meant for brass. Looks like it will have to be a CNC method.