Final Push on the BK3 Bandsaw Upgrade
Having solved the BK3 motor drive pulley replacement my attention turned to the large drive wheel replacement.
My initial tack was to create a 3D printed version. As I wanted to include the high speed option this needed a 24 tooth 5mm pitch pulley included. This did not print well.
Plan B was to buy a standard Bearing Boys 24 tooth pulley and incorporate this into the large diameter wheel. I modelled this in Fusion and concluded that perhaps a CNC aluminium part would be better. This would allow undercutting of the underside face of the pulley. This would not be possible using 3D printing as this would not be a supported area.
The stub axle that the pulley would revolve on protrudes 25.5mm from the BK3 side wall. The blade wheel groove needed to be 10.25 wide to accommodate the belt width. The retaining side walls needed to be 1.5mm wide. This totals 13.5mm width for the large pulley leaving only 12mm for the small pulley that would be needed for the highspeed set up.
This now became complicated in that the large wheel needed to sit around 5mm from the side wall to keep the belt in line with the motor drive pulley. A spacer washer was made for this. This left only 7mm width for the high speed belt and I needed at least 9.25mm just for the belt without retaining side flanges.
The light bulb moment was to realise that the high speed pulley could protrude beyond the stub axle without fouling the outer case cover. I could use the full depth of the pulley and counter bore the front face sufficiently to allow the axial retaining screw to hold the pulley assembly in place and allow free movement.
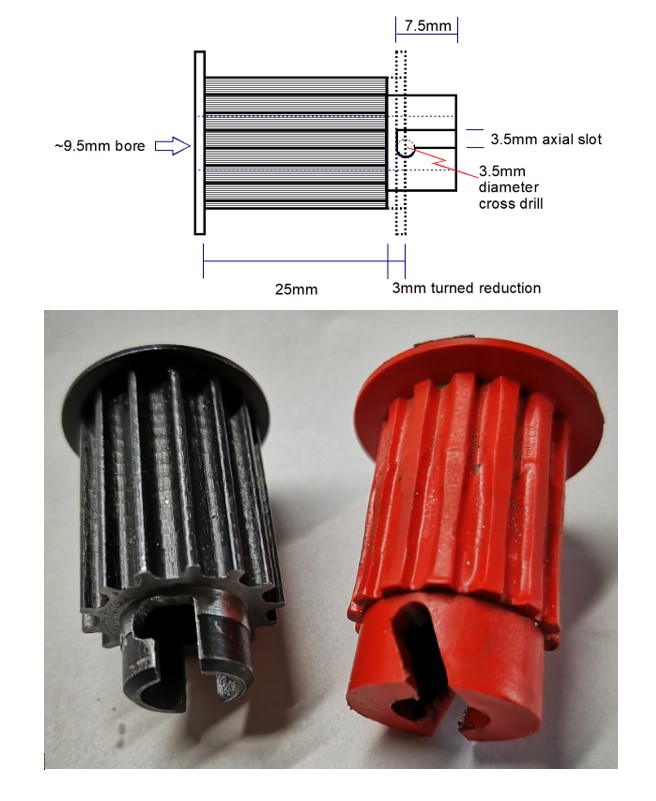
Here is a very much simplified sketch of the final assembly showing the counterbore for the retaining screw and the counterbore for the pulley boss into the large wheel. The small pulley and large wheel are locked together with 3 off radially spaced M3 x 10mm countersink head screws.

Here is a Fusion 360 graphic of the final pairing of the 24 tooth commercial pulley and the CNC machined large wheel.  With hindsight the large pulley could be 3D printed by leaving the rear face completely flat rather than having a profile like the front face.
With hindsight the large pulley could be 3D printed by leaving the rear face completely flat rather than having a profile like the front face.
Parts needed to be bought in were obtained from Bearing Boys as follows : –
14-5M-25 (14 tooth, 5mm pitch,25mm tooth width) for the motor drive pulley.
24-5m-09 (24 tooth, 5mm pitch, 9mm tooth width) for the high speed pulley.
300-5M-09 (300mm, 5mm pitch, 9mm wide) 60 tooth belt for high speed operation
525-5M-09 (525mm, 5mm pitch, 9mm wide) 105 tooth belt for low speed operation
Note that all pulley and belt parts are to the HTD standard profile.
Here is the wheel in place with the belt set to run in high speed mode.

Note that I had one additional issue to address.
The aluminium wheel tended to not hold the blade centrally in the blade groove with the result that the teeth of the blade would rub against the wheel front flange. This did not happen in low speed mode when the blade runs on top of the drive belt. My solution was to fit a 160mm x 10mm wide elastic band in the wheel groove only when in high speed mode. The particular elastic bands are a standard size from Amazon and others. This solved the problem. There is no abrasive impact on the elastic band so life expectancy should be high and replacements are very low cost.
The above drive modifications in addition to the modified blade guide that I have detailed elsewhere, have given my BK3 not just a new lease of life but also a more accurate cutting capability. The effort has been more than rewarded and is to be recommended.
I have created a summary compendium of all the BK3 mods and additions that can be downloaded as a ZIP file on the link below.
ZIP file download link for BK3 Modifications v2
Similar or related subjects : –
- Three axis stepper controller PCB in stock
- Myford Super 7 Large Bore depth stop
- Tangential Lathe Toolholder for Myford Super 7
- Hemmingway Sensitive Knurling Tool
- Workshop air compressor problems
- Replacement Cowells Chuck Key (Part 2)
- Illuminated Optical Centre Punch
- Gack Vice as a 3D Print
- BK3 Bandsaw Lazy Susan Turntable Update
- Noga Tool Christmas Present