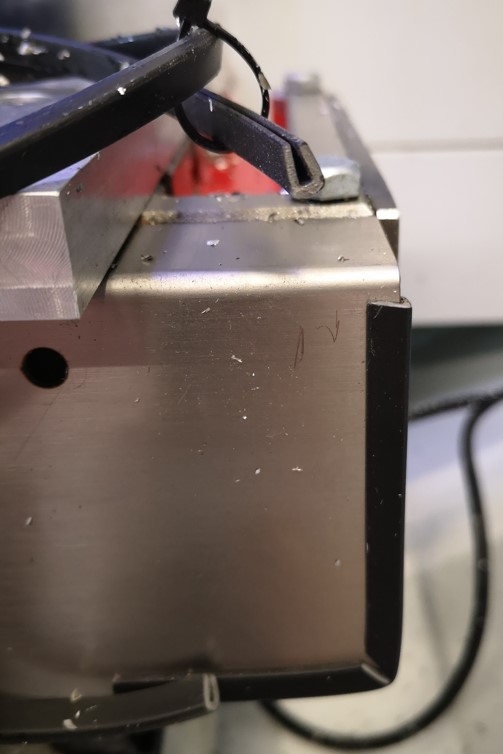
Hands up all those owners of a Tormach PCNC440 who regularly skin their hands, mostly their thumb knuckle, on the corners of the X axis stainless front skirt ?
I have tried to de-burr both corners but to no avail. It is just lethal to get anywhere near them when rummaging for a dropped part in the swarf (chips) or cleaning out the pan (do people do that or is it just me ?).
After a recent blood letting I decided enough was enough and fitted some electrical endless grommet around both corners. You have to nick out a 90 notch to allow the grommet to follow the curve but that aside job done. Hopefully less expletives in the workshop from now on but there again there will always be broken tools and Haimer tips to contend with.
Electrical grommet protecting the X axis skirt sharp corners
OK so this is nothing radical but worth adding to the armoury.
I am in the process of making a protective box for my clock bushing tool and the various accessories that are used with it. I had some 9mm MDF board in stock that looked a potential candidate for this. The only problem with a 9mm board thickness is that this didn’t leave much margin for error using standard 6mm dowels and I did not want to use screws or nails to hold my box together.
The solution I came up with was to use 3mm bamboo barbeque sticks as dowel substitutes. These are incredibly strong in sub 25mm lengths.
I did cheat however and did not try fit them in blind holes but instead drilled the mounting holes through to the outside surface. It still looks OK and has resulted in a very strong structure.
Image of the side panel of my home made clock bushing tool protective box. This shows the bamboo barbeque stick dowels bonding into the edge of the 9mm MDF components (the ‘dowels’ can be seen as white dots along the top and bottom edge). The MDF is finished with Yachting Varnish. You can see what a messy painter I am ….
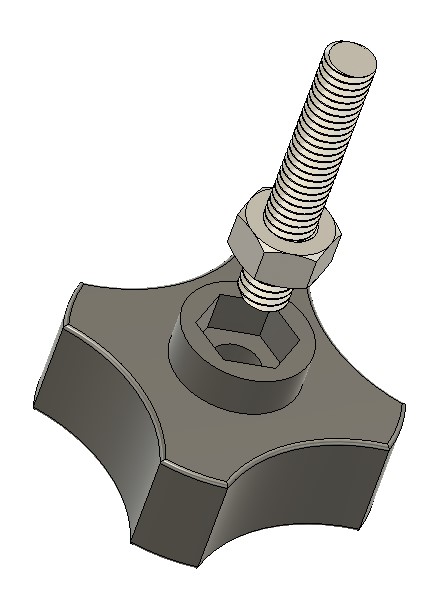
I always used to make customised knobs in metal which had a knurled body with a piece of studding screwed and Loctited in place. It was good knurling practice and they looked fine until 3D printing came along.
I now have a variety of ‘styles’ for knob bodies modelled in Fusion 360. These have a hexagonal profile recess together with either a threaded hole or clearance hole modelled into them. A nut is Loctited onto the thread and then the thread with the nut in place SuperGlued into the 3D printed body.
As usual I’m all for an easy (a.k.a. lazy) way of doing things …. here is a Fusion image.
One of the posters that Jimmy Diresta sells says “I’d rather have it and not need it than need it and not have it”. The saying is apt and often strikes home. This is not just in terms of larger workshop assets but also in the small scheme of things like workshop tooling. You know the time you spent making a jig for a job and thought ‘all that extra time and effort to just make that and what do I do with the tooling now ?’
I think it is a saying that is close to the heart of many hobbyist no matter what the medium you are working in. It does explain why our workshops are full of ‘stuff’ that we accumulate on the ‘just in case’ basis. How many screwdrivers do we really need ? The answer of course is ‘one more’.
I believe there should be a sub clause to Jimmy’s poster – “Needing it and Having it yet not being able to Use It”.
I have a Cowells ME90 mini lathe which is a beautiful piece of engineering and I seem to remember it was my first real mechanical engineering purchase. For 364 days of the year it sits looking forlorn at the back of the bench asking to be valued, loved and used. When it is called into use it is indispensable. Usually. On a recent once in a blue moon 365th day when it and only it could perform a task for me I found the drive belt to the headstock had perished. You could almost see the grin on the ME90s face. Gottcha mate, serves you right for not looking after me.
Thankfully the drive belts are standard sewing machine belts (#MB410) and are readily available both direct from Cowells or numerous sources on the Internet including Amazon. A replacement was ordered and it arrived quite quickly.
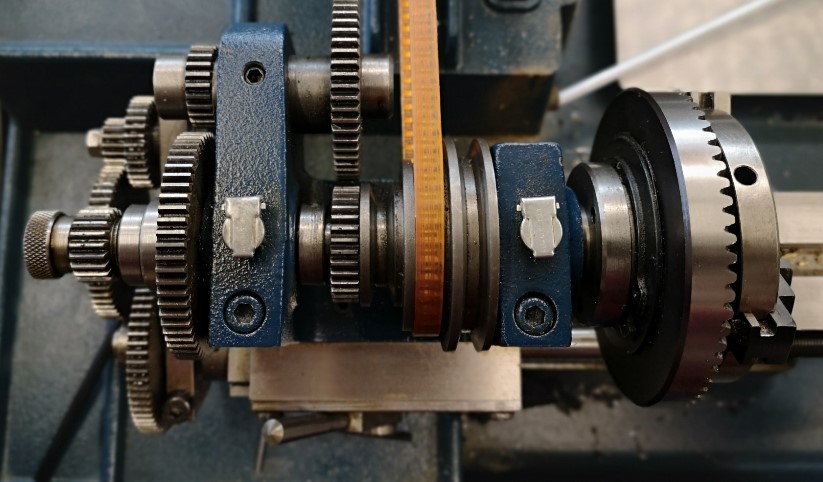
Now to the nub of the problem – how to fit the belt ? Looking at the headstock it suggested that maybe the whole assembly had to be lifted off and split but the cap head screws for this which went down into the baseplate did not want to budge. I looked at the spindle and it seemed to have differing diameters that at first glance would not allow it to be removed out of the bearing mounts.
Cowells ME90 headstock assembly for reference while following the belt replacement instructions working left to right
Rather than risk a regretful step I emailed Cowells and very quickly got a support reply from Colin. For all future intrepid belt changers here are his instructions : –
The only way to fit the belt between the 3 step pulleys is to dismantle the headstock assembly.
Its quite simple really:-
Start at the left hand side of the headstock.
1, Unscrew the knurled gear retaining nut.
2, Pull off the 20 tooth gear ( be careful not to lose the tiny Woodruffe key beneath it).
3, Unscrew the round adjuster nut that butts against the large (64t) gear. -You can use a pair of pliers/grips if you put some emery cloth in their jaws.
4, Slacken the M5 grub screw ( or take it out) in the 64t gear.
5, Pull this gear off. (If it is reluctant to budge then, its probably due to a burr underneath- see below for advice).
6, Slacken the M4 grub screw( or remove) in the little collar that abuts the headstock pulley inside the headstock channel.
7, Slacken (or remove) the grub screw in the central vee of the headstock pulley.
8, Slacken the tension on the two bearing adjuster journals- these are the large cap head screws you see on the top face of the headstock body.
9, It should now be possible for the headstock spindle to eject toward the tailstock.
Clean all parts thoroughly and re-assemble in reverse.
If you have trouble removing the 64t gear then, make sure all grub screws are removed as above. Screw back on the knurled gear retaining nut and with a hide mallet, gently tap the headstock spindle toward the tailstock.
As I said in my thank you reply to Colin, I felt like a hybrid version of ‘stupid boy Pike’ and ‘Rodney you plonker’. (UK sitcom specific joke).
A few posts ago I talked about using 3D printed soft jaws for work holding in CNC operations. This method does not replace conventional aluminium soft jaws where high accuracy machining operations are to take place. Instead it is intended to allow second side ‘decking’ of what would have been excess stock on the material blank that had been used for work holding.
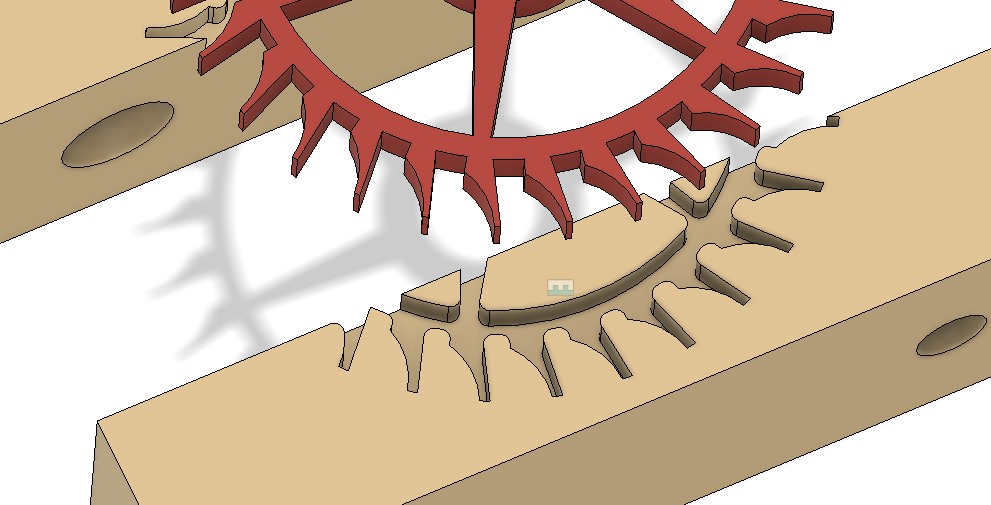
I am currently creating missing components for a Thwaites turret clock. I had finished the pallets and I now moved onto the new escape wheel. The design was created in Fusion 360 and integrated the pallets and the escape wheel together so the critical geometry was compatible.
The brass blank for the escape wheel was a 1/4″ brass block which I managed to hold tightly in the machine vice with a 1mm thickness of gripping stock. (I don’t have Tallon grips or similar so I have to be generous). I machined the wheel and was left with this 1mm to skim off the reverse side of the wheel.
I did not want the teeth on the new wheel to get damaged when gripped in the vice so the 3D printed soft jaw concept appealed. The PLA would provide grip. The teeth on the wheel could bite into the PLA without suffering any damage.
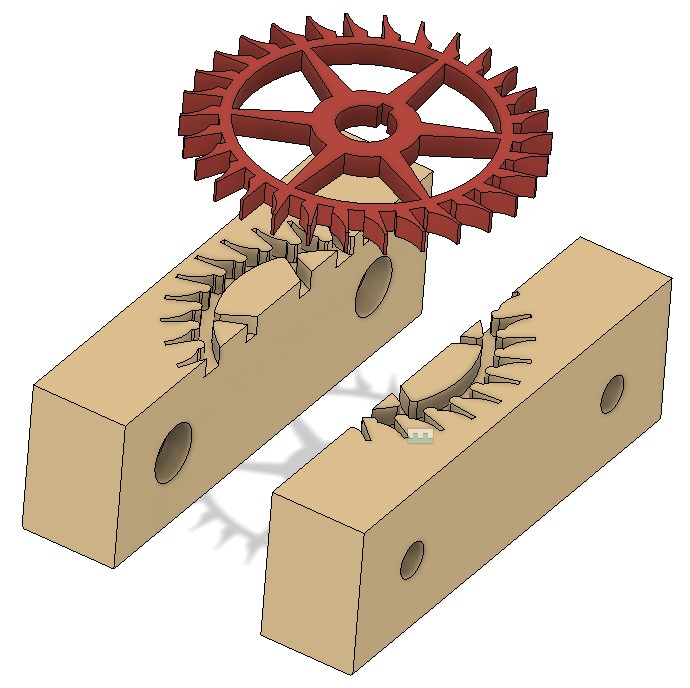
I had already created a single blank soft jaw In Fusion 360 for the previous pallet holding job. This like it would be fine to accommodate the wheel dimensions. I simply had to import two of these into the new soft jaw design (not forgetting to ‘Break the Link’ so the jaw models could be edited). I projected the wheel onto the soft jaw’s face and added a 0.2mm positive offset border. I almost made the mistake of forgetting to invert the wheel as the soft jaw image must be a mirror of the Fusion top side view of the design to be gripped.
Fusion 360 view of the Thwaites wheel projected onto the PLA 3D printed soft jaws.
The finished brass wheel did not accurately reflect the geometry of the Fusion design. This is because the resolution of the tight corner CNC operations were limited to tool sizes. I added fillets to all the ‘sharp’ edges in the soft jaw image to accommodate this. I also had to do some tweaking of the inter jaw spacing 3D joint to reflect the wheel diameter and the amount of grip I judged might be needed.
Close up view of the fillet modifications to the projected sharp corners of the wheel outline into the soft jaws.Soft jaws and the brass wheel ready to be skimmed. The residual original square stock has been roughly trimmed around the wheel circumference.The jaws were printed and I have to say were somewhat cosy tight around the wheel geometry. When the jaws were mounted in the machine vice, the wheel was not going anywhere and the excess backing brass was skimmed off quickly and easily with no apparent movement of the wheel in the jaws.Finished wheel mounted in the jaws after the excess work holding stock had been skimmed off.The finished escape wheel and pallets mounted in the Thwaites clock
I am really warming to this technique. It is quick and easy to implement and any mistakes can be quickly rectified with a new 3D print without having to remake aluminium versions. I like it and recommend it.