Adding a Rotation Stop Pin
There is no doubt that adding the Lazy Susan rotating base to my BK3 Burgess Bandsaw has been a good move. Being able to adjust the orientation of the BK3 to suit the material being cut makes life so much easier.
The one issue that has come to light is when adding heavy pressure to the cut I was having to push the material with one hand while trying to stop the BK3 rotating with the other hand/arm/knee.
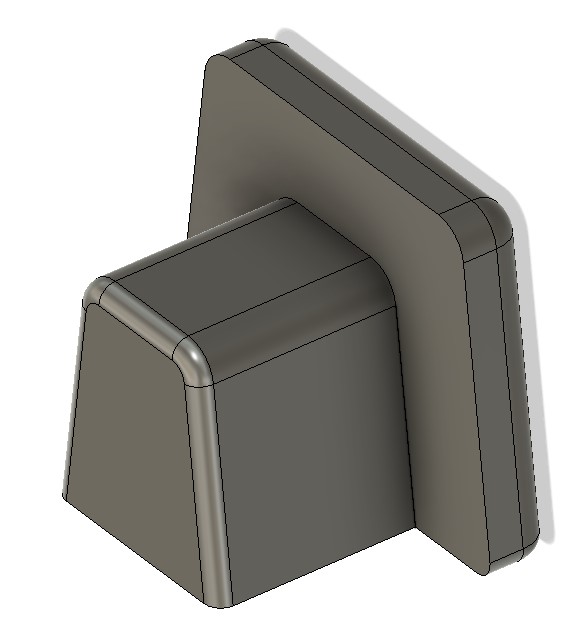
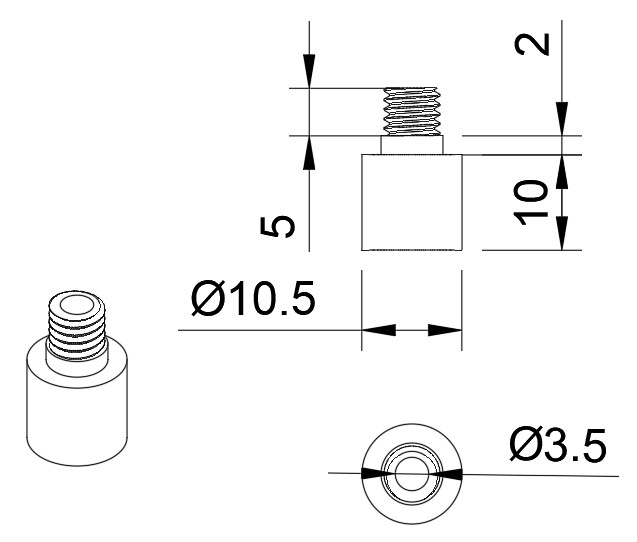
Following one such episode I have added a stop pin that locates into preset holes in the new wooden base. I used one of the four unused holes in the original BK3 baseplate as the pin locating point. These holes are 6.5mm diameter (probably 1/4″ originally). I could have used a 6.5mm rod pushed through one of these holes into the new wooden baseplate but the BK3 baseplate metal is only 2mm thick. This would probably have resulted in a sloppy hold. Instead I made a small boss and fastened this into the BK3 baseplate left rear hole. The boss clamps on the underside of the baseplate and is held in place with a M6 nut and washer. The 3.5mm through hole provides a rigid guide for the locking pin. The sketch for the boss is below.
The four original holes in my baseplate were a bit rough and the one I chose to use needed a deburr so the shoulder on the boss sat flush to the bottom side of the BK3 baseplate.
The new wooden baseplate needs to be removed from the Lazy Susan so the boss can be mounted in place. Once the boss is in place the Lazy Susan is refitted. A 3.5mm rod is lightly hammered into the wooden baseplate to mark the desired lock positions. The Lazy Susan is then removed again and the wooden base drilled through at the marked locking positions.
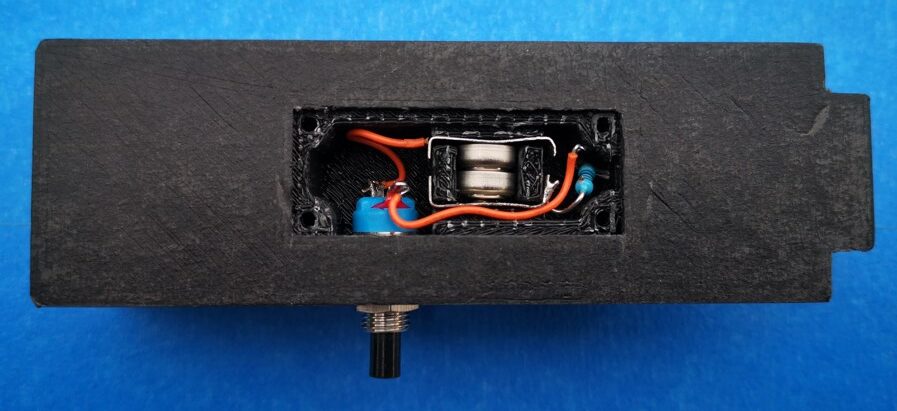
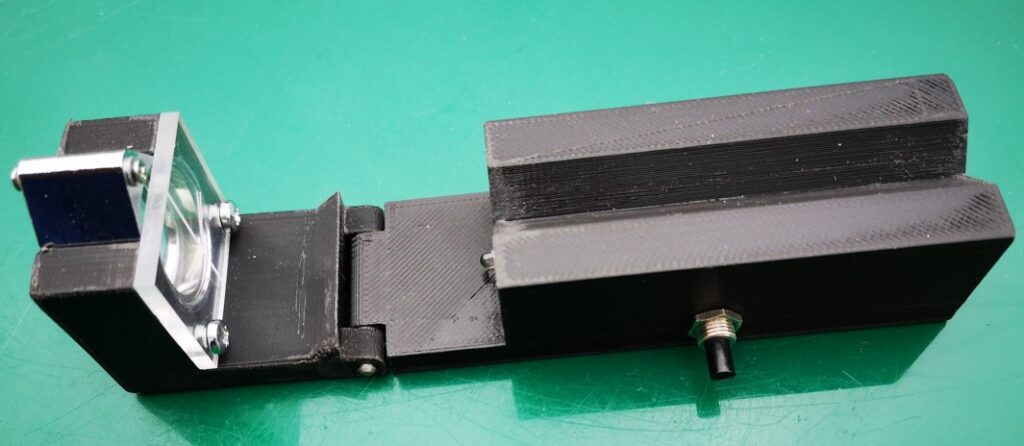
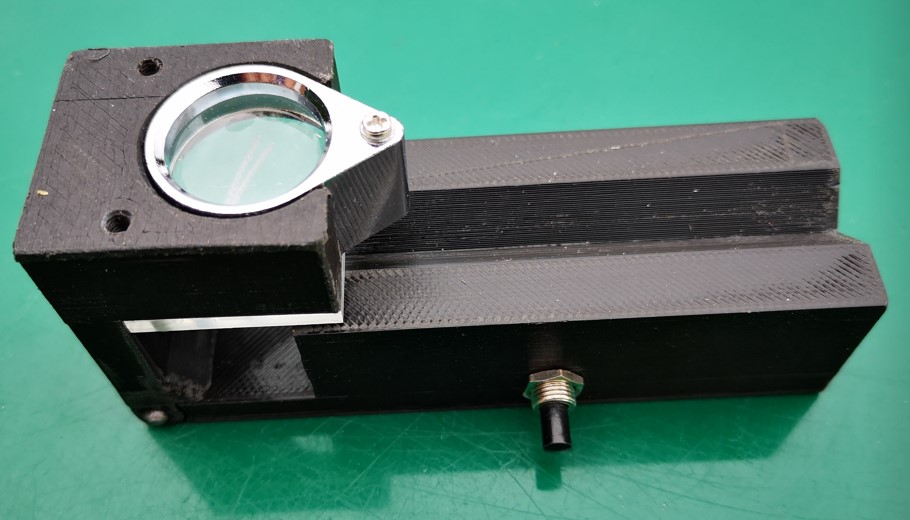
The locking pin is a length of 3.5mm silver steel (drill rod) bent at right angles with its ends nicely rounded. The rod is ~45mm on the locating length and ~25mm for the grabbing handle. Here is an image of the finished construction.

This simple modification works extremely well and with hindsight should have been in my thinking when I first fitted the Lazy Susan.
A full list of my BK3 modifications are here
Links to similar or related post are listed below : –
- Small handheld vacuum cleaner
- Eccentric Engineering Turnado freehand turning tool
- Rotring 300 2mm clutch pencil modification
- Kindling Cracker – a safer option
- SINO SDS2MS DRO repair
- A useful Amazon sourced small item storage system
- 3D Printed Threads Modelled in Fusion 360
- Three axis stepper controller PCB in stock
- Myford Super 7 Large Bore depth stop
- Tangential Lathe Toolholder for Myford Super 7