Some answers to questions from readers
My blog post about installing a Chinese RV diesel heater in my workshop is probably the most popular post visited on my blog. This has been even more so with the present cost of fuel and the onset of winter weather. You can read my original post here and I suggest you read that post first of all to make more sense of what follows.

First let me say that installing the heater was one of the best workshop improvements I ever made. The heater performs very well and quickly gets my working area up to temperature. My opinion needs a bit more defining.
My workshop is contained in what should be the house garage and is roughly 6m x 4m x 2.5m. It is built onto the side of the house and has one outside wall which is an unfilled standard brick cavity. I have covered the garage door with 1″ Cellotex equivalent foam boarding. This was convenient to mount to match the door construction and probably the thickest I could use without impacting on the garage door operation. My wife has provided a door bottom ‘sausage’ muffler filled with polystyrene beads. The door is therefore relatively draft proof but not perfect.
The roof over the workshop is double skin plasterboard and has timber joists with 6″ of fibre wool insulation.
With the current overnight temperatures (-4C) the temperature in the workshop drops to around 15C. The heater is a 5kW branded model but likely to be only 3kW in practice. It takes around 1 hour to get the temperature up to 19 to 20C in the present externally very cold conditions.
Fuel – I use an approximate mix of domestic heating oil (40%) and vehicle diesel (60%). Why do I do this apart from cost saving ? I have read that domestic heating oil does not have sufficient lubrication content to lubricate the demand pump action in the heater. I therefore err on the conservative side and use a mix of the two. I have no idea whether this is fact or fiction. I do not have access to red (Agri) diesel so this is not an option for me to use but clearly would be the cheapest route and would provide the necessary pump lubrication.
I have a 20 litre diesel storage can which I fill at the local garage every 2 or 3 weeks. This is eyeball mix tipped into the heater internal 5 litre tank together with the heating oil which I siphon out of our domestic tank as needed. I would estimate that I use 5 litres of the mix every 3 to 4 days depending on outside temperatures and based on at least an 8 hour day ‘making things to make things’ as my wife calls it. If the heater tank runs dry I find I do not have to re-prime the heater pump but simply refill the tank and switch back on.
The heater controller is the second one I have fitted. The display died on the first one. The controller is easy to use and allows timed operation, set temperatures and live temperature readouts. It is a three wire connection and I had to extend the cable length with a spliced in 3 core section. The OK button cycles round the various display readings and the ON/OFF symbolled button is the lower middle button. The heater needs a single very short press to start the heater up and a longer press to shut it down. Over pressing the ‘start’ leads to an abortive shut down procedure. The left and right arrows increment the various settings selected by the OK button.

The start up current is very high, around 10A at 12V. The choice of power supply is therefore important to be able to sustain this surge. The controller display allows the value of the supply voltage to be checked. The heater once started roars away at full pump speed (a very fast clacking noise) and once at the temperature set point the clicking drops down to a slow tick. There is an icon on the display that mimics the tick. The sound from the ticking is conducted into the workshop via the inlet and outlet air ducts. Like the ticking of a clock, you just get used to it and mentally cancel it out. Both the roaring at switch on and the ticking are louder outside the workshop than inside but these do abate once the heater reaches the set temperature. I am conscious that both the roar and the tick are probably audible with the neighbours but their ground source heat pump is equally audible to us.
The shut down procedure after the long press on the controller button initiates a full bore roar from the heater. I assume this is to burn off accumulated soot in the heater from the slow background tick reached at temperature set point.
As mentioned above the exhaust is noisy. I believe that the choice of silencer affects this. Straight through ones are to be avoided. There is also some discussion about having two in series to reduce the noise further. I have not tried this. Note also that the exhaust does create black soot so I have fitted an aluminium sheet on the wall to protect the brickwork. Standard shower cleaner spray with a bleach content does remove this. The soot plate can be seen in the image below along with the 20 litre top up container.

My prior post about how I installed the heater details the inlet and outlet duct locations. The heat outlet grill is on the workshop wall between my two milling machines. This is not ideal but was the only practical location. The return is under the Myford stand.

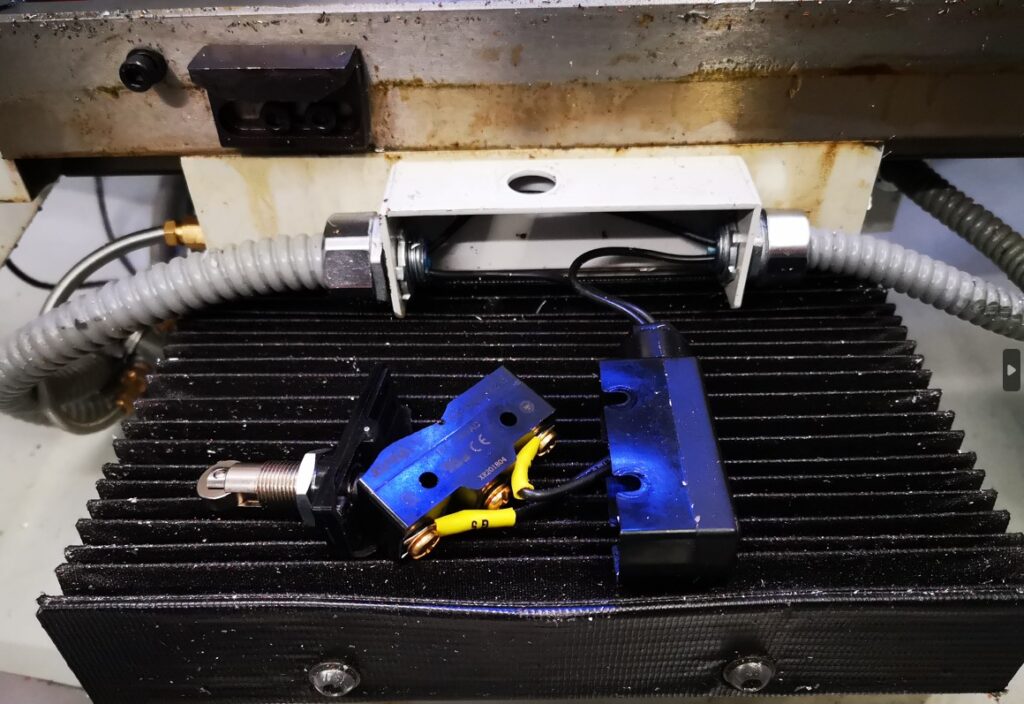
The heat outlet has the shortest duct run being almost directly at right angles through the wall from the heater burner outlet. The return duct is located under my Myford lathe stand and is a simply constructed wide mouth housing tapering down to the flexible duct that connects back to the well insulated ducting along the outside wall to the heater. I have fitted a fine gauze mesh over the mouth of the taper to stop debris entering the heater. The image below gives some idea of the construction to fit the available gap under the Myford.

I think I have covered most of the questions asked by readers but feel free to contact me if you need to know anything further. Clearly everyone’s setup is different but for my workshop this is an outstanding and relatively low cost comfort benefit. It also creates dry recirculating air that benefits my equipment.
Links to similar or related post are listed below : –