Finally Documented my Devon Sea Clock modifications
Following on from a number of enquiries I have updated my notes on the modifications I made to my Devon Sea Clock. This includes creation of a new set of pallets and also set up notes. A link is provided to download the details.
My Devon Sea Clock as featured in these notes
I hope you find this useful and it allows a few more clocks to begin ticking reliably.
The link will download a ZIP file with the written notes and 2D drawings of the components.
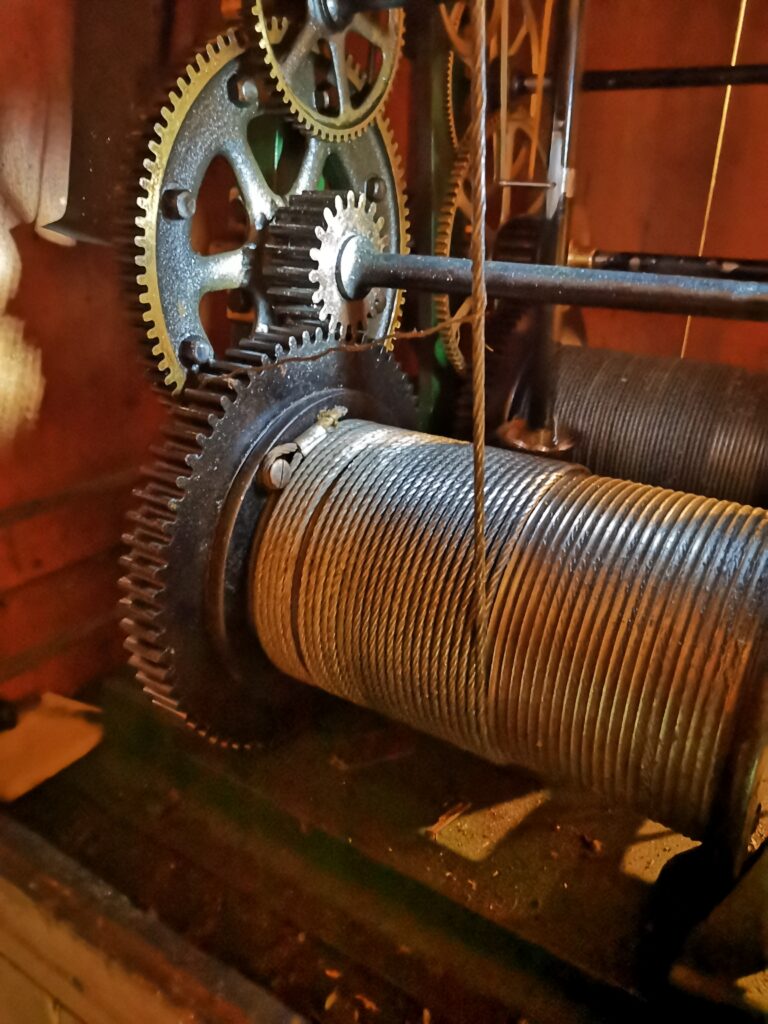
From previous posts you will be aware that I am regarded as ‘Tech Support’ for the local church clock. The clock is a Cooke of York design dated from 1869. It has been running very well over the past months until a few days ago when ….twang … one strand of the strike wire rope gave way and twirled back up the rope and got wedged in the strike mechanism. The going train continued to keep time and display on the dials but no bell strikes. An eerie silence fell over the village.
Strike chain drum showing the errant strand in the barrel wheel and also the soft eye fastening onto the strike barrel. The going train barrel can be seen in the background.
The errant stand of wire was easily cleared but on further inspection the strike weight rope looked to be in a dangerous condition. I resolved to replace the rope and while doing this I would also replace the cable on the going train.
The strike chain had jammed with the weight almost at the top so this needed to be gently let down to floor level.
Strike train weight stopped almost at full wind and needed to be lowered before any work could start on replacing the cable.
New fibre cored 6 x 19 galvanised wire rope was ordered. The strike train had 6mm diameter and the going train 5mm and both needed around 30m of cable. The chosen supplier was RAMS Lifting Gear in London and they agreed to put a 20mm diameter soft loop at one end of each cable. This would loop over a button on each of the two barrels to anchor the cable. RAMS delivered the cables very quickly.
Given the social distancing restrictions in place, my normal assistants were not available to help. Instead I persuaded my wife to climb the bell tower with me to assist with the cable changes. It is a bit intimidating to ascend up the two ladders for the first time but she overcame her nerves and after a few up and downs became quite at home with the surroundings.
The new cables were unreeled and laid out down the stairs from the tower into the church so they could take their own path and not twist. We had decided to use the existing cables to pull through the new ones. This meant the soft loops and the associated crimps had to be pulled through each pulley. This was tight on a couple of them but we managed.
With the cables pulled through and into the clock cabinet we then pulled off the old cable from the drums and ran on the new ones. Inspecting the old cables revealed that they were not in the best condition and could have been an accident waiting to happen had they snapped clean through. There is no clock record to indicate when they were last changed.
The clock was soon up and running with its new shiny cables and normality was restored in the village and surrounds.
We received a number of appreciative comments from the villagers for getting the clock up and running again so quickly. Considering these comments suggested that perhaps the chimes of the clock had taken on a new meaning in COVID lockdown. Time precision had recalibrated. Watches and clocks in and around the home had ceased to be the reference in the slow world of lockdown. Nowhere to go or to be, meant watches lay on bedside tables unworn and unwanted. Instead people had moved from watching minutes to referencing life by hours. The village clock now subconsciously marked the passage of time with its hourly chimes. Everything in between had become a slowed down lifestyle. When to come or go into the garden or to the shops, when to think about a meal – all now seemed more likely to be triggered by the hourly chimes of the village clock.
Which is probably how life was in 1869 when the clock first broadcast its notes over the village.
Did we perhaps lose something somewhere along the way ?
I have mentioned my activity on the Thwaites clock in a couple of blog posts and I can now confirm the work is complete.
The Thwaites clock as received before work commenced
This has been an interesting challenge and I am pleased with how it has worked out. Once again I am impressed by the way that modern techniques and technology can all play their part in achieving a result that once upon a time would have been impossible using traditional circumscribed knowledge.
A few posts ago I talked about using 3D printed soft jaws for work holding in CNC operations. This method does not replace conventional aluminium soft jaws where high accuracy machining operations are to take place. Instead it is intended to allow second side ‘decking’ of what would have been excess stock on the material blank that had been used for work holding.
I am currently creating missing components for a Thwaites turret clock. I had finished the pallets and I now moved onto the new escape wheel. The design was created in Fusion 360 and integrated the pallets and the escape wheel together so the critical geometry was compatible.
The brass blank for the escape wheel was a 1/4″ brass block which I managed to hold tightly in the machine vice with a 1mm thickness of gripping stock. (I don’t have Tallon grips or similar so I have to be generous). I machined the wheel and was left with this 1mm to skim off the reverse side of the wheel.
I did not want the teeth on the new wheel to get damaged when gripped in the vice so the 3D printed soft jaw concept appealed. The PLA would provide grip. The teeth on the wheel could bite into the PLA without suffering any damage.
I had already created a single blank soft jaw In Fusion 360 for the previous pallet holding job. This like it would be fine to accommodate the wheel dimensions. I simply had to import two of these into the new soft jaw design (not forgetting to ‘Break the Link’ so the jaw models could be edited). I projected the wheel onto the soft jaw’s face and added a 0.2mm positive offset border. I almost made the mistake of forgetting to invert the wheel as the soft jaw image must be a mirror of the Fusion top side view of the design to be gripped.
Fusion 360 view of the Thwaites wheel projected onto the PLA 3D printed soft jaws.
The finished brass wheel did not accurately reflect the geometry of the Fusion design. This is because the resolution of the tight corner CNC operations were limited to tool sizes. I added fillets to all the ‘sharp’ edges in the soft jaw image to accommodate this. I also had to do some tweaking of the inter jaw spacing 3D joint to reflect the wheel diameter and the amount of grip I judged might be needed.
Close up view of the fillet modifications to the projected sharp corners of the wheel outline into the soft jaws.Soft jaws and the brass wheel ready to be skimmed. The residual original square stock has been roughly trimmed around the wheel circumference.The jaws were printed and I have to say were somewhat cosy tight around the wheel geometry. When the jaws were mounted in the machine vice, the wheel was not going anywhere and the excess backing brass was skimmed off quickly and easily with no apparent movement of the wheel in the jaws.Finished wheel mounted in the jaws after the excess work holding stock had been skimmed off.The finished escape wheel and pallets mounted in the Thwaites clock
I am really warming to this technique. It is quick and easy to implement and any mistakes can be quickly rectified with a new 3D print without having to remake aluminium versions. I like it and recommend it.
A comment that I often make is about how having varied resources available to do a job creates on the one hand a quandary as to what route to take but on the other hand it can lead to a light bulb moment. Having a 3D printer available along side a CNC machine often creates this dilemma and often to advantage.
Stick with me on this.
I am currently immersed in creating parts for an old turret (church) clock as pictured below. My wife put it down as a JSN job but once again the challenge it presented won the day.
Not a pretty sight but things do seem to move and things are certainly missing.
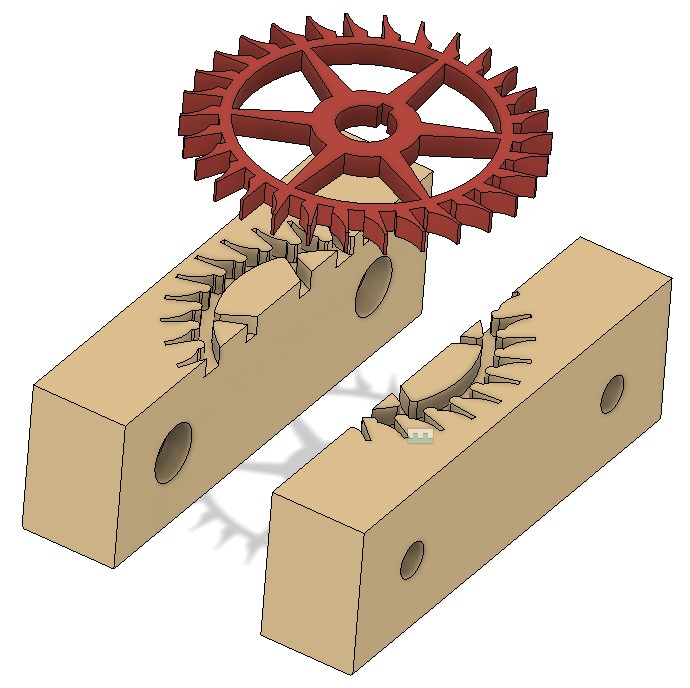
The client found me from my blog entry about creating the Brocot wheel in CNC. His clock as you can see is missing the pallet arbor, pallets, crutch and arbor suspension bracket. If that wasn’t enough it also needs a new escape wheel. This is very similar to the aforementioned Brocot wheel but smaller in size. Fortunately the old escape wheel was still in place but in poor shape with the teeth ends fairly battered and one tooth partially missing.
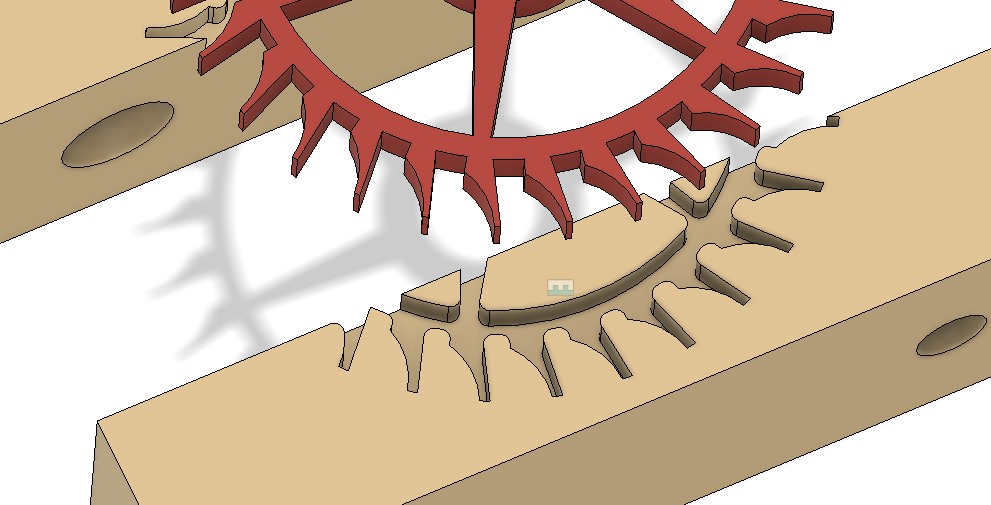
I created the CAM for the new escape wheel in Fusion 360 and then from the wheel design created the geometry for the pallets. (There is a great document created by the BHI as part of their DLC called ‘Drawing Clock and Watch Escapements’ that helped on this as did W.J. Gazeley’s book ‘Clock and Watch Escapements’). In order to check the pallet design I decided to first of all print a 3D model. The printed part looked like it would work when tried against the original battered escape wheel.
Next step in my evolutionary process was to make an aluminium version on the Tormach CNC. I used a superglue mounting block and cut the pallet profile for the full 10mm stock depth and down to the blue mounting masking tape. Because the aluminium was so soft and I kept the DOC gentle this turned out well.
Although the aluminium version worked very well and helped me prove the working of the clock, aluminium is too soft for clock pallets. A steel set would now needed and I opted for 20mm ground flat stock as the ideal material.
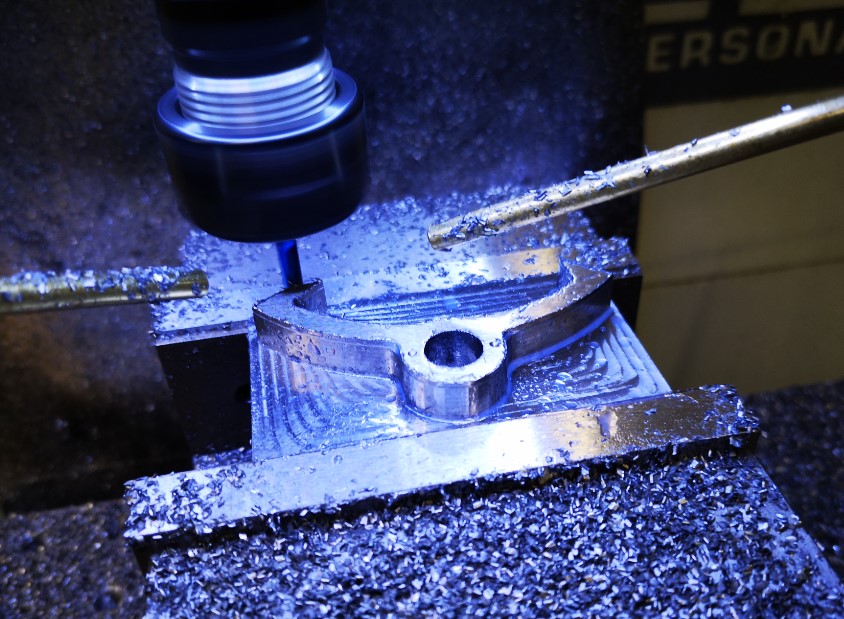
Side #1 was cut while being held in the machine vice on parallels. A 2mm thickness of stock was left as the gripping layer. All went to plan.
Side one machining of the clock pallet. An 8mm 3D Adaptive has completed and a 4mm follow on is now being run to clean up the finish. Note the newly installed second Fogbuster nozzle.Finished side 1 operations and ready to invert to remove the residual stock used to grip in the vice jaws
Side #2 now became the headache. I could have used the super glue bonding of the stock as per the aluminium version. My twitch was that this would leave very little of the pallet material remaining to act as a secure bonding face with the superglue. Given I was cutting steel there was every chance of things parting company. I could hold the model inverted in the vice but there was a real danger of the nib tips getting crushed. Not a good idea.
Clearly the right solution was to make a pair of soft jaws to grip the pallet shape while I was decking off the side #2 residual 2mm.
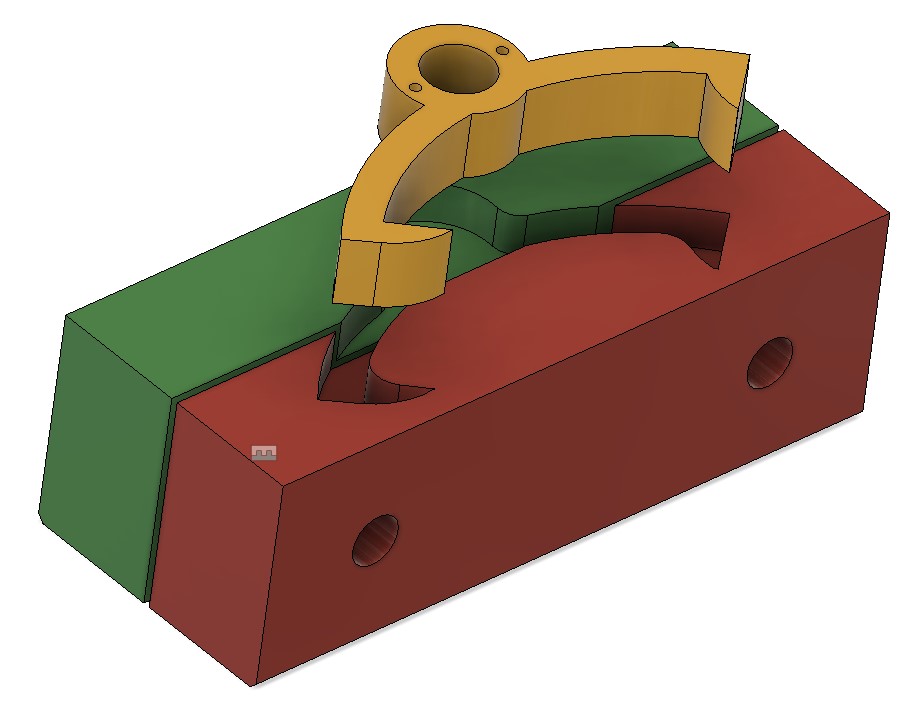
Now here is the light bulb moment. I designed the soft jaws in Fusion so they would swap out the existing steel jaws on my machine vice. This is a straightforward process using the Project function. The best demo of this that I have seen is by Cough42 and is worth a watch.
The jazzed up Fusion view of the soft jaws (red and green) and the finished pallet shape that gets gripped in them.
I was about to order some aluminium stock to make the soft jaws when the 3D printer winked at me from the corner of the workshop. Could I print the soft jaws on the printer and get enough grip to allow the last 2mm to be decked off ? This had to be worth a try and had the advantage that I could be getting on with another of the clock components while they were printing.
Taking this route I decided I would need to modify the design in Fusion. The 3D printer always leaves cavities a bit under size. I used Fusion’s Offset Faces to increase the profile shape by 0.2mm all around. I set the gap between the two jaws at 1mm.
Print time was around 2.5 hours for each each jaw. With CAM and setup time, running them in aluminium would have been similar. I gained the 5 hours to do something else. (i.e. Drink tea watching the mill ….)
The idea worked. The PLA tightly gripped the inverted Side #1 profile while I decked off the 2mm residual stock. I didn’t go too aggressive on DOC.
View of the finished pallets with the PLA soft jaws in the background mounted in the machine vice
A set of PLA soft jaws – not a radical idea but food for thought.
Aluminium soft jaws are essential if you are going to be undertaking detailed feature machining of Side #2 but if it is a simple decking skim then PLA would seem more than adequate. Soft jaws are 1 off items dedicated to a particular part. They are consumable as is the PLA but the PLA versions are overall quicker to produce.
This has been another situation where what would have been a no brainer ‘this is how we normally do this’ turned into a ‘how else could I do this with the resources at my disposal and make life easier ? ‘. It is that lazy side of me shining through yet again …..