After spending many hours going round in circles trying to create new custom library parts in Fusion Electronics (FE) I gave in and posted a plea for help on the FE forum. I received some helpful replies but not sufficiently uplifting to put me at ease with the process.
As ever my nerdy side stepped up and armed with this new knowledge I set about learning the process step by step in a way that I could understand it and more importantly repeat it successfully.
The result of this is a 30 page document that can be downloaded from the link below. This contains the library process, a help crib sheet for using FE and the copies of the original support replies I received from the FE forum.
It may not be perfect and it is a work in progress so feel free to give me feedback on errors and content changes. Remember it is based on Fusion Electronics as of May 2025 with build version 2602.0.71. As I learn more I will update the contents and re-post.
I hope it helps someone, somewhere, sleep better. The length of the waffle will almost certainly guarantee the latter.
I recently posted an idea for a 3D printed depth setting jig for use on my Myford Big Bore lathe. A couple of readers had run the STL files and struggled with the fit of the mounting boss thread (M35 x 1.5) that mates with the thread on the end of the lathe spindle. This is a known problem with 3D printed threads where the accuracy of the 3D printer and the size of the thread being printed can interact and have an impact.
Fusion 360 does not have a tolerance tweak in the thread creation tool. This is not a problem in that you can use the Face Offset tool to adjust the thread geometry. This does not take long to do. The process also allows you to add fillets to the thread peaks so they are less aggressively ‘sharp’ and therefore more likely to survive longer.
Select the Inspect/Section Analysis to view the cross section of the thread to be adjusted. Choose any axis for this. Manipulate the view so you can see the cross section face and the around to the side of the 3D model. Do the tweaks shown below by selecting the appropriate faces of the thread and making an Offset Face adjustment and then adding a chamfer. The difference is very minor but it makes the thread less ‘sharp’ and aggressive to its mating half which is likely to be a metal component. If you are working with a modelled threaded hole rather than a rod then the changes are the same. The values shown are nominal and will change with the modelled thread size. If you overdue the offset the thread will become very sloppy.
The only tricky part is Manipulating the view in Fusion to allow the appropriate face selection otherwise the Offset command is straightforward.
To a degree some of this could be achieved in your 3D slicer but adjustments would become global rather than specific to just the thread geometry.
While coming to the end of a running session of my 5″ loco at the club raised level track I suddenly realised the axle pump was not making its normal rattling noise. Water level was likely very low and there appeared very little in the glass sight gauge. My state of panic endured until I reached the filler hose.
On returning home to the workshop I resolved to try to make this alarm situation more readily visible. The common solution is to add a second sight glass feeding from the water tank and visible in the ‘cab’. My engine did not have a great deal of room for this addition.
Sacrilegiously I began to consider an electronic solution which probably wouldn’t make me popular with the mechanical diehards but the challenge appealed.
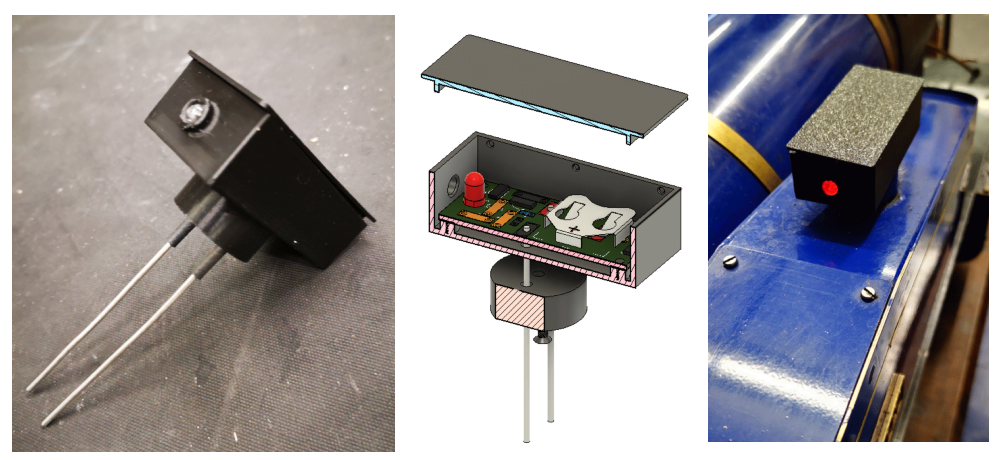
The electronic solution turned out to be a multi faceted activity. An initial bird’s nest lash up was followed by a PCB designed in Fusion 360 Electrical. The PCB was milled on my vacuum table fitted to the Tormach 440 with the Gerber and Epsilon files converted to GCode using FlatCAM. Having completed the PCB board this led to a customised enclosure designed in Fusion 360 and 3D printed in the Qidi X Smart 3.
The circuit is a NPN transistor that is turned on by water conduction between two sensor probes which in turn drives a second NPN to illuminate a flashing LED. The module is powered by a CR2025 button cell.
The enclosure consists of three parts, the base, a snap on lid and a round boss that matches the diameter of the water filling hole on the engine side tank. The two water sensing probes are made from 16 swg wire protruding from the boss.
The round boss is held in place with a M2.5 countersink screw and could be dimensioned to suit different sized filler holes. Having it as a separately printed item is also useful in that it allows the enclosure base to be 3D printed without support.
Here is are some views of the completed assembly.
It seems to work quite well and is surprising sensitive down to the last few millimetres of the probe rods. Time will tell.
If you want more details then please send me a message.
Links to similar or related post are listed below : –
This is the final offering … well, for the time being ….
I have been slowly evolving my ideas for fume filtering when using the Qidi X-Smart 3 printer. I should say there is nothing majorly wrong with the fan system as shipped but there always seems to be background residual fumes even when printing PLA. The level of fumes does seem to be dependent on the brand of PLA used.
The rear fan as shipped has no HEPA filtering, it simply vents the chamber into the external air. This fan only comes on during the printing process.
I have previously posted some early ideas for improving this using readily available HEPA filters. Following some discussion with Christian, a fellow X Smart user, we worked together to evolve this further.
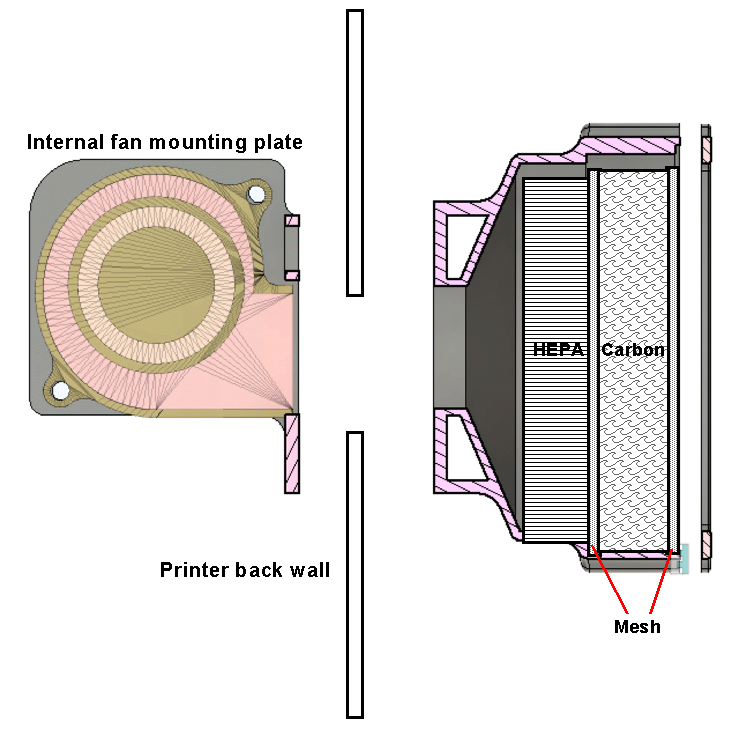
The first phase was to upgrade my external fan filter duct design to have both HEPA and a carbon granule filter sections. The carbon granules are sandwiched between two 10 gauge stainless steel meshes and an outer cover holds everything in place.
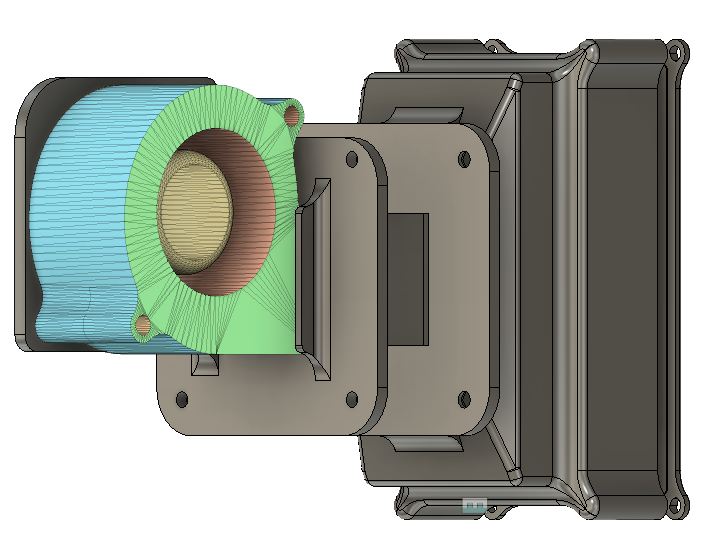
The result of this looked promising but the axial fan as shipped lacked a decent air flow through the filter stack. This was upgraded to a 6028 centrifugal fan mounted on an adapter plate. The Fusion 360 assembly is shown below.
Below is a simplified cross section view. The internal fan adapter plate flange and the external filter stack are bolted together through the back wall of the printer using the original fan mounting holes and M3 screws and nuts. The fan is mounted on the adapter plate using M4 screws and nuts. There are moulded nut cavities to make assembly easier. The cover plate which holds the two meshes and carbon granules in place uses M3 screws into 3D modelled threads in the corner holes.
As previously posted I had fitted a full size Bento filter to my Qidi ifast. Further discussion with Christian revealed he had fitted the Bento Mini to his X Smart and seemed impressed by the internal air scrubbing action. I looked at the design of the Mini and after some thought changed the carbon cavity filtering walls from a printed grid to using the same 10 gauge stainless steel mesh as used above. The Bento Mini printed well and I was impressed by the thought that had been put into the design. There is a version with a hanging bracket designed for the X Smart 3.
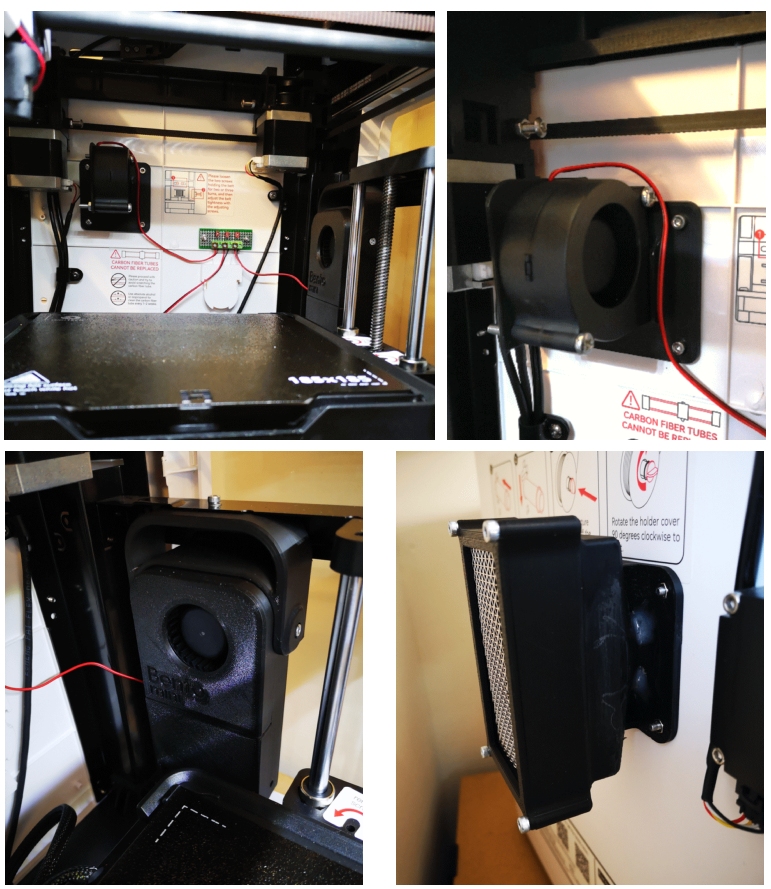
I now had a belt and braces solution – the Bento for internal scrubbing and the HEPA/Carbon filter pod on the rear extract fan. Here are some images of all the components in place and the small terminal strip to interconnect the 24V supply.
The fans used on both assemblies are the same dual bearing 6028 models as detailed in the Bento write up. These are rated at 24V @ 80mA. The axial fan originally fitted was rated at 130mA. I removed the original fan and wired the Bento and the extract fan in parallel and connected this to the original supply feed from the control board via a small terminal strip. The two fans are only commanded ON during printing.
That is my hopefully my last solution but as ever it will depend on actual performance to see whether I notice the difference in air quality. Mission creep is always possible.
As mentioned in a previous post, I designed some booster feet to fit over the existing feet on the printer. These increase the air gap below the printer to allow more air flow. If you print them in TPU they gave extra stability to the printer and reduce resonances.
Here is a link to the STL files and write ups for the simple duct, the fan adapter plate, the two stage filter duct, booster foot and also the modified Bento carbon box and lid with mesh divider walls. Note of late I have been printing with a setting of four perimeters which gives stronger modelled threads.
Thanks again to Christian in Germany who has been a great help in bringing these various mods to fruition.
It is sometime since I looked at the SpaceMouse programmable menu options for Fusion 360. I only have two programmable buttons on my mine. I don’t think my brain is now capable of retaining any more than two button options. I struggle just remembering the keyboard shortcuts beyond Extrude and Dimension. The left SpaceMouse button I have set to reset the ISO ‘home’ view and the right hand one was set to the ‘change views’ pallet.
I recently upgraded my SpaceMouse driver to 10.8.17 and on checking the Fusion 360 button options I see there is now one for directly triggering the 3D print sub menu. There also seemed to be far more button options which I don’t remember seeing there before. As a result I have now reset my right button to initiate 3D print. The question is will I remember it is there ?
If you are a Fusion 360 user and haven’t got a SpaceMouse you are missing out on a whole new world of Fusion efficiency. It is a joy to use and does not take long to learn to manipulate. You could drop a hint for Christmas …. or you could look on EBay where there are lots for sale. Why people are selling them beats me.
Links to similar or related post are listed below : –