Lazy Susan Does Something Useful
I was watching a YouTube video of the renovation of a BK2 bandsaw which appeared to have a rotating baseplate. (I have to say I was not sure if it was a fixture on the BK2 or just a video accessory to allow easy rotational viewing). That aside the idea struck home as my BK3 Bandsaw is squeezed in on a bench and often I have to physically rotate it to accommodate the size and shape of the material being cut.
The hot weather we are currently experiencing meant the barbeque and patio furniture were both getting well used. Our circular patio table has a central hole for the parasol and round this hole is a Lazy Susan ball race. This has a glass ring that rests on top which allows the various delicacies my wife provides (to mask my charcoal blackened offerings) to be easily rotated and accessed by all sitting round the table. The Lazy Susan ball race ring looked like a good candidate for the BK3 rotating base.
Checking on Amazon you can buy the rings in various diameters and from various sources. The 8″ version sits neatly inside the BK3 flanged baseplate but some careful thought was needed as to how this could be mounted on a wooden baseplate. The solution was to use M5 countersink screws to mount the inner ring to the underside of the baseplate and to use M6 screws to mount the outer ring to the wooden baseplate.
Here is a brief run down of how to implement this idea.
Remove the white bungs that come fitted to the rings and mark, drill and tap (M5) the inner ring holes into the BK3 baseplate. I mounted the ring centrally within the cavity. If you are worried about your accuracy then once the baseplate is marked and drilled, you can open up the inner ring holes to say 5.5mm.

Tap the holes in the outer ring M6. These are already 5mm clearance so they can be tapped without drilling out.
Cut the baseboard to size. This can be rectangular or circular and from whatever material you have to hand. Offer the ring to the baseboard so it sits centrally and spot through the four M6 tapped holes. Drill these through at 6.5mm and countersink the lower side. Note that in theory you could do away with the wooden baseboard but the BK3 then tends to tip forward when you press on the BK3 cutting table.
Assembly is a juggling act. The two rings need to be spaced off from the BK3 baseplate and from the new baseboard. I used M6 nuts over the M5 screws as the spacers for the inner ring. I used a single M6 washer on each screw to space off outer ring on the baseboard. Fitting these washer is the main juggling act. To make life easier I dab glued the washers in place on the inside face of the baseboard. Here is a simple sketch of the construction.

That completes what is a simple modification using a Lazy Susan ring and from my point of view it dramatically adds to the usability of the BK3.

I have added this modification to my compendium write up of my BK3 modifications. The new version 3 can be downloaded on this link.
Links to similar or related post are listed below : –
- Small handheld vacuum cleaner
- Eccentric Engineering Turnado freehand turning tool
- Rotring 300 2mm clutch pencil modification
- Kindling Cracker – a safer option
- SINO SDS2MS DRO repair
- A useful Amazon sourced small item storage system
- 3D Printed Threads Modelled in Fusion 360
- Three axis stepper controller PCB in stock
- Myford Super 7 Large Bore depth stop
- Tangential Lathe Toolholder for Myford Super 7
- Small handheld vacuum cleaner
- Eccentric Engineering Turnado freehand turning tool
- Rotring 300 2mm clutch pencil modification
- Kindling Cracker – a safer option
- SINO SDS2MS DRO repair
- A useful Amazon sourced small item storage system
- 3D Printed Threads Modelled in Fusion 360
- Three axis stepper controller PCB in stock
- Myford Super 7 Large Bore depth stop
- Tangential Lathe Toolholder for Myford Super 7

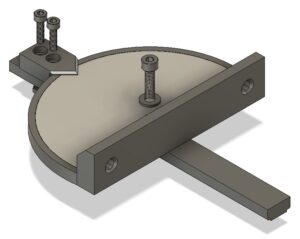 This is a further addition to the BK3 in the form of an angular setting fence. This uses an inset protractor scale liberated from one of the readily available workshop protractors as shown below. These are roughly 92mm diameter.
This is a further addition to the BK3 in the form of an angular setting fence. This uses an inset protractor scale liberated from one of the readily available workshop protractors as shown below. These are roughly 92mm diameter.
 The body is made from three separately printed 3D parts, the sliding bar, the protractor holder and the pointer block.
The sliding bar has been tweaked in dimensions to snuggly fit the slot in the BK3 table. It has printed nut retaining cavities on the lower surface. For this reason it should be printed upside down. Likewise the pointer block has two locating ribs on the lower surface and debatably should also be printed upside down. This does distort the pointer a little and so might need a clean up post printing. Customise all the retaining screw lengths to ensure they do not protrude below the lower surface of the bar. The rotational locking screw could be made a bit more elegant by making a knurled knob item.
The body is made from three separately printed 3D parts, the sliding bar, the protractor holder and the pointer block.
The sliding bar has been tweaked in dimensions to snuggly fit the slot in the BK3 table. It has printed nut retaining cavities on the lower surface. For this reason it should be printed upside down. Likewise the pointer block has two locating ribs on the lower surface and debatably should also be printed upside down. This does distort the pointer a little and so might need a clean up post printing. Customise all the retaining screw lengths to ensure they do not protrude below the lower surface of the bar. The rotational locking screw could be made a bit more elegant by making a knurled knob item.