

I have been putting this off as I thought it would be hassle and in fact it was very simple.
Here is the code which is the first time I have ever used a sub-routine.
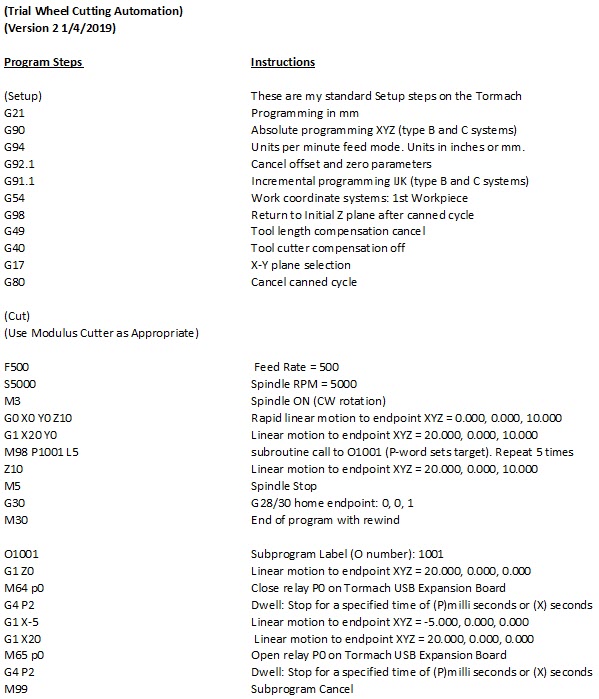
The top section is my standard set up routine for the Tormach.
The middle section has some out of the way locations to try the idea so don’t get too fixated by these. The important bit is the M98 call for the sub routine, the sub routine name (1001) and the number of repeats (the L5 for five repeats).
The last section is the sub routine indicated by the O1001. The M64 command is specific to the Tormach USB Expansion board and it makes relay P0 in the box close its contact which in turn activates the Sherline CNC Rotary table to move one step. The cutter than moves across to cut the tooth and then returns whereupon the relay drops out (M65), waits and then closes once more to increment the table. Once five repeats have happened the M99 closes the sub routine and the program jumps back to the Z10 line in the middle section before stopping the spindle, homing and ending.
The joy of this method is that it is a simple edit of one line (the M98 instruction) to change the number of tooth cutting increments. I like it a lot.
Some fine tuning is still needed on the back and forth distances needed to clear the cutter through the wheel blank.
The normal test of the cut depth routine will still be needed before this could be run but once this is done it should be a sit and watch job. Hopefully.
I have yet to run a wheel in anger so I will let you know how it goes.
Similar or related subjects : –
- Arduino Processor Reference Clock Accuracy
- 3D Printed Length Gauge for In Barrel Mainsprings
- The “Modern Clock” by Goodrich
- Microset Timer interface using Fusion 360 3D model with Fusion Electrical
- Clock adjuster rod for measuring spring and fusee drive power
- Update notes on modifications to the Devon Sea Clock
- A church clock problem and lockdown timekeeping
- Repairs to an ancient Thwaites clock completed
- Further 3D printed soft jaws for the Thwaites clock escape wheel
- Vice soft jaws and then soft soft vice jaws