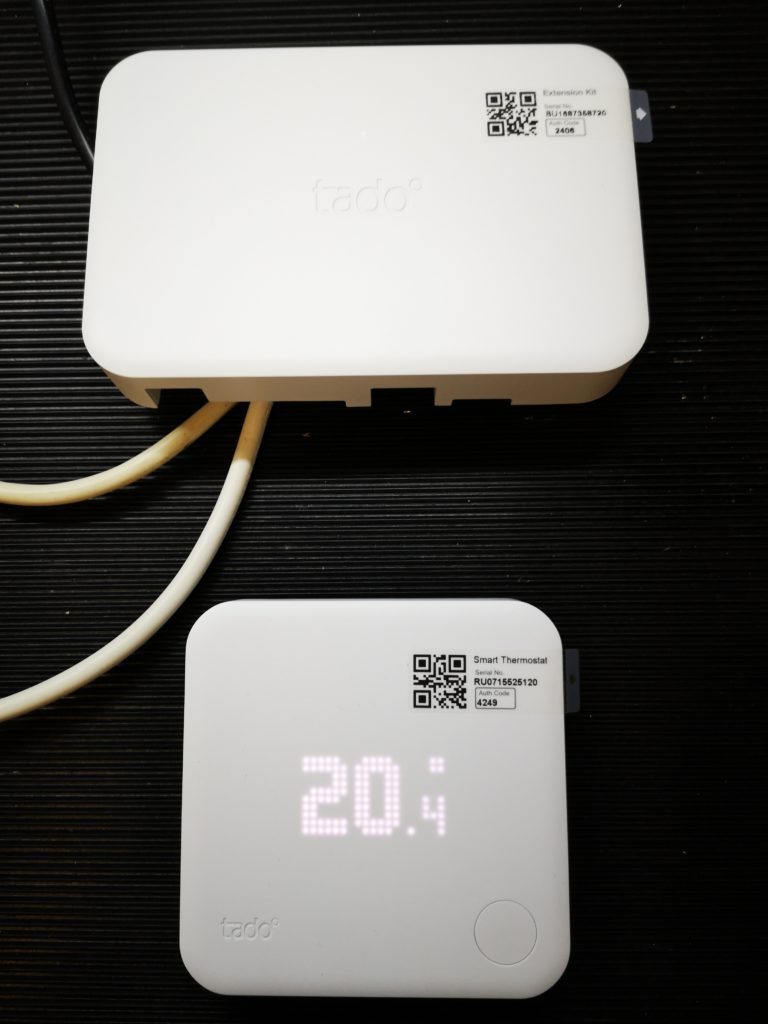
The Tado system is now installed in France and it is working rather well. I have installed the wireless thermostat in the downstairs entrance and this now controls the boiler via a relay control box next to the boiler. The upstairs area now has its radstats set to less than half way open and we have also been able to turn the downstairs radiators down.
We now have a much more balanced temperature throughout the house and don’t go to bed freezing cold. Now the fabric of the building has got up to a uniform temperature the boiler seems to be firing less. Having the smartphone application for remote operation is an additional bonus. Very pleased with the result. Nice kit.
Similar or related subjects : –
- Error Code A9 on Odealis Gas Boiler
- Ubiquitous Dishwasher Tablets and their uses
- One Hundred Subscribers
- Some French Connections and Contemplations
- France visit and more jobs stacking up
- Internet in France finally solved using SFR
- Absence Update – French Leave
- French Connections, House Numbering, Shed Building, Left and Right Hand Threads
- A Bit off Piste – An eventful flight to Toulouse
- January in France