To date I have used Fusion 360 with just a mouse for screen manipulation. Over the past few months I seem to have developed Carpal Tunnel Syndrome in my right hand. (But there again it could just be old age taking its toll). This is painful at times but does depend on what activity I am undertaking. Some days just using a screwdriver can be taxing. I have begun wearing an elasticated wrist and thumb support which seems to have helped.
While watching one of my many favourite Youtubers mention was made of the big improvement in 3D image manipulation that can be achieved with a 3D mouse. There is also some evidence that such a device does ease the strain on the wrist.
It seems there is one major player in the market and that is 3DConnexion. I went through my previously published decision making process on a potential purchase and my Wireless Spacemouse arrived yesterday.
It is supplied with a soft storage pouch and there is a training course app with it which is straightforward. You can then play a quiz to see how good your hand / eye coordination is. Perhaps it is not good to dwell on the results of this ….
Initially it is certainly weird to use but then it seems to click (?) with brain and muscle memory and then becomes a major step forward when using Fusion 360. You use your left hand on the Spacemouse and the right hand for normal mouse activity.
I like it. In fact I like it a lot and wonder why I hadn’t latched onto it before now.
Hopefully it will ease the strain on my right wrist and probably pass the burden to my left wrist …. arthritis rules.
Similar or related subjects : –
My TIG welding frustration suffered more than usual the other day .
I have an ESAB Warrior Tech helmet which works really well when welding but it would not stay flipped up when I wanted to see things in daylight. Every time I leaned forward the helmet would drop down over my eyes and thump me on the chest. Added to the fact I was trying to TIG some thin wall tubing I was no in no mood for distractions.
Before the helmet joined the happy hunting ground over the neighbours fence I took it apart to see why the latch up action was not working. Inspection revealed that the backing plate had cracked around the latching cam.
I could have bought a completely new head band assembly but the part in question might just be 3D printable. The Fusion 360 sketch ended up being very complicated based on eyeball guesses on curves and centres but on the second version I had a printed replacement which did the job …. for the time being anyway.
The final version of the replacement plate for the ESAB Warrior Tech welding helmet latch.
If anyone is suffering from a bruised chest let me know and I will forward the Fusion file.
This is something way left field to my usual stuff.
Three years ago almost to the day my wife bought me a beehive for my birthday. This is not one of my normal activities and it was not a normal type of beehive. The design is marketed and I believe manufactured in the UK by Gardeners Beehive and you can see from the picture below it is very unconventional. It is meant to represent a hollow tree stump and is more in keeping with the natural home that bees would inhabit in the wild.
The unusual Gardener’s Beehive that has waited 3 years for some bees to arrive
The concept of the design is that once you have bees in residence you leave them alone. No white suits, smokers etc that are the norm for conventional hives. After the first year you can add honey boxes on the side of the hive. These act as additional storage for the bees over and above the bulk stored in the main section of the hive. Taking honey from these additional storage boxes does not drain the bees main store which they need to survive the winter. The hive does not deliver loads of honey in the way a conventional hive would but you get some busy pollinators buzzing round the garden.
So why has it taken three years to get bees in residence ? To be honest I don’t know. I followed all the instructions with the hive which detail the best location and the use of lure spray to attract the searcher bees but to no avail. Perhaps it was because swarms are most common in June, July and August when we would normally spend time in France so we missed the opportunities.
This year, isolated at home, we have spent more time in the garden and we have now seen three swarms pass overhead. It is quite an impressive sight if not a little intimidating. The third one took a fancy to a pear tree in our garden and this looked like a long awaited opportunity to get some residents.
There is a couple we know in the village who are beekeepers and we quickly rang them and asked for their help. They climbed into the tree and managed to shake most of the swarm into a cardboard box and then drop the buzzing contents into the top of my peculiar hive. It was then a matter of waiting to see if we had captured the queen and the swarm would like their new home.
Friendly local beekeepers transferring the swarm to my beehive
All seems well so far with lots of traffic to and from the hive so maybe the three year wait is finally over.
And if three swarms weren’t enough, next day I found a small one down in the vegetable plot clustered on one of the bed protection nets. It seems it is a good period for swarms.
You know how I keep on going on about how solutions to problems are often solved by coming at them from different and often unconventional directions, by utilising and marrying available resources ? It was a philosophy that I encouraged in my team while running my business and it has carried over into my way of working in retirement. A recent job brought his home to me.
A client had a very old clock that had had a new barrel wheel made and fitted but the clock would not run for more than a few minutes. There appeared to be an incompatibility either between the modulus of the new wheel and its mating pinion or the shape of the original pinion did not match the shape of the new wheel.
If you spun the barrel wheel you could feel the resistance build up as the synchronisation between the two profiles drifted out. Adding extra weight to the barrel helped but did not solve the problem.
So what to do ?
The barrel wheel was serious engineering and I did not fancy making a new one. The existing mating pinion was a seven leaf format and its leaves were what you might call pear drop shaped rather than the expected profile. The pinion arbor had a 72 tooth wheel driving the next part of the clock train but we did have a spare one of these to hand from the minute dial.
Calculations from the geometry of the barrel wheel resulted in a modulus figure of 1.86. A rather large value and not one that conventional cutters are readily available for. The pinion was perhaps something that could be drawn in Fusion 360 and then made on my Tormach CNC PCNC440 milling machine. The only snag was that the profile needed on the pinion would likely be weird and the world’s supply of brass could diminish rapidly while getting the profile correct.
Using Gearwheel Designer I created what would be the expected profile for a 7 leaf pinion with a modulus of 1.86. This was exported as a DXF line drawing into Fusion 360. This outline was extruded in Fusion into a 3D design and a boss was added to mount the 72 tooth wheel.
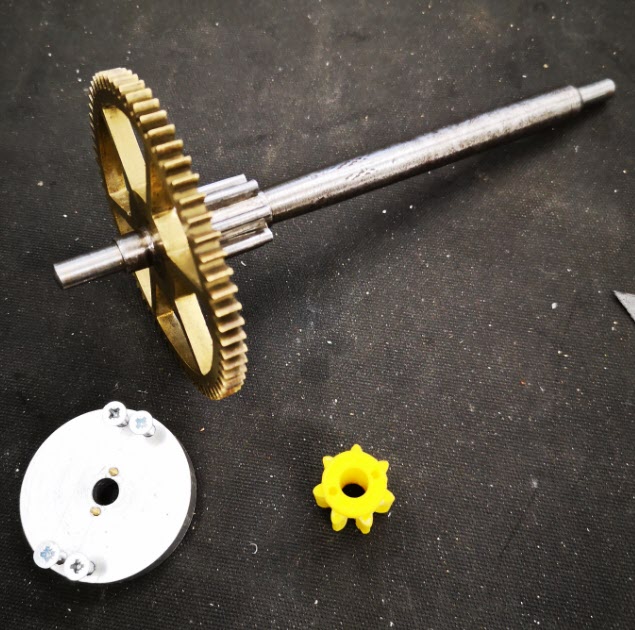
The design was 3D printed on my Sindoh 3DWOX printer and was mounted on a 6mm silver steel arbor. I added a driving disc that interlocked with the printed pinion and the crossings on the wheel to drive the assembly. Surprise surprise it didn’t run but it did mirror the regular pattern of stiffness of the original pinion.
The original arbor, pinion and wheel together with the driving disc and a 3D printed pinion test profile. The driving disc has screws to lock it to the wheel and two protruding pins to lock into the 3D printed pinion profile under test. The 3D printed profile was a tight pressure fit onto the new 6mm arbor.
I now had the test bed for quickly making and testing different pinion profiles. There followed a number of hours watching the engagement progression of the profile of the pinion into the barrel wheel and then trying to conceive a profile for the pinion that might run.
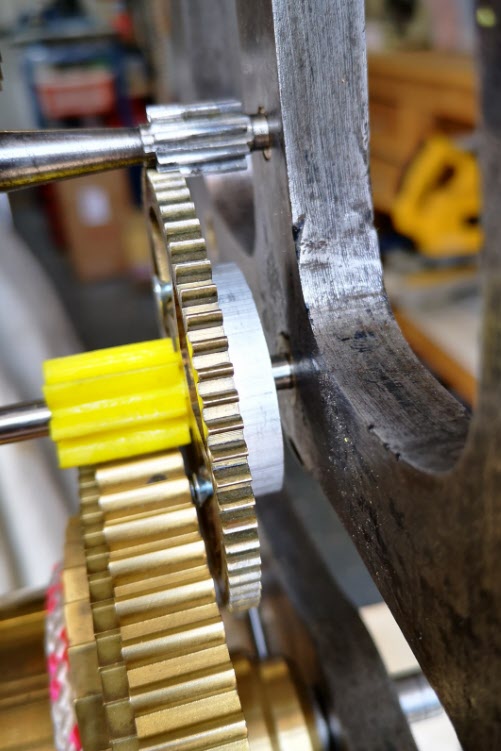
Various trial profiles and the temporary driving disc to engage with the 72 tooth wheel
A test pinion in place showing the 72 tooth wheel and the driving disc
Fusion 360 made this process so easy and round 10 printed test profiles later I had success with a clock that now ran. The driving weight on the barrel was around 11kg and it looked to be worthwhile wasting some brass making a ‘proper’ one.
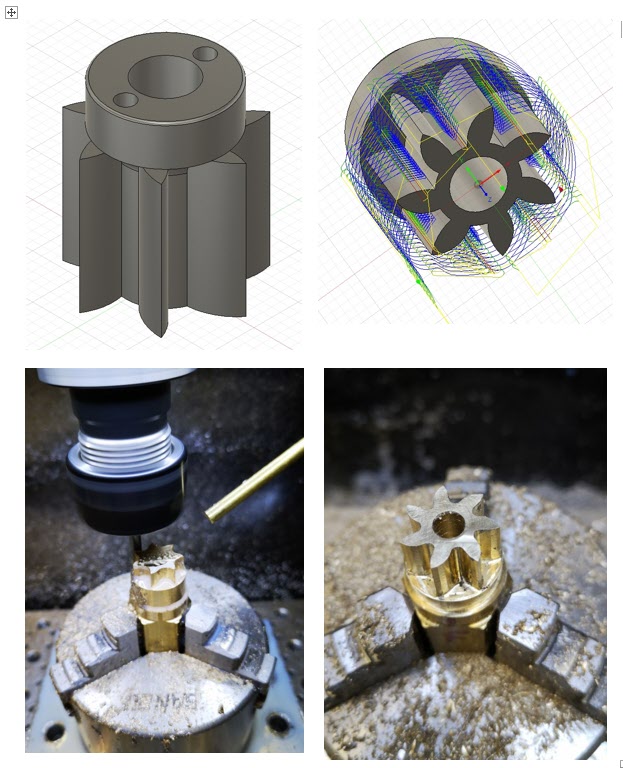
I took the 3D design and produced CAM code in Fusion. This would cut the profile ‘on end’ using an adaptive first cut with a 4mm end mill followed by rest machining the remaining material with a 2mm end mill.
The Fusion 3D model of the pinion, the CAM simulation of the leaf cutting, first adaptive cut of the leaves and rest machining final pinion
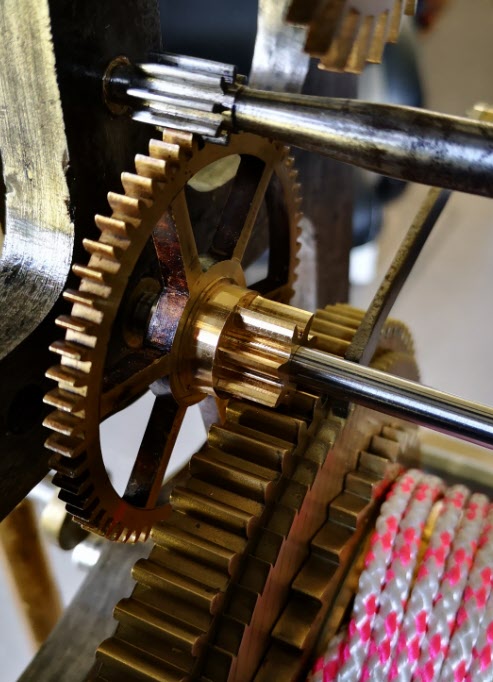
The resulting brass pinion was mounted on the arbor and the clock ran with a strong beat. As expected the brass pinion gave less surface to surface resistance than the 3D printed part and the barrel driving weight was now able to be reduced down to 6.25kg.
The finished pinion mounted in the clock on the new arbor
I ran my Microset Timer on the clock overnight and had a first off timing error of 5 minutes per day which was fixable with a pendulum tweak. The movement had an instability of a few seconds per day which was quite astonishing.
The conclusion of the experience is that at first glance this seemed like a conventional pinion cutting exercise …. but M1.86 cutters are not readily available. If a cutter could have been found at less than a King’s Ransom it is likely that the resulting conventional profile would have been wrong to match the barrel wheel.
The alternative route that was taken of Gearwheel Designer to Fusion to 3D print to Fusion CAM to CNC machining solved the problem albeit with a final weird profile. The purists and traditionalists will groan. There will be a gnashing of teeth and a pulling out of hair.
Does it really matter if the result is new life for what could have become a heap of scrap metal ?
A new idea for keeping PCB material flat while milling artworks
The vacuum plate mentioned elsewhere on my blog serves me well when milling printed circuit boards on the Tormach PCNC440. It keeps the PCB material flat and makes the cut widths repeatable when using V cutters.
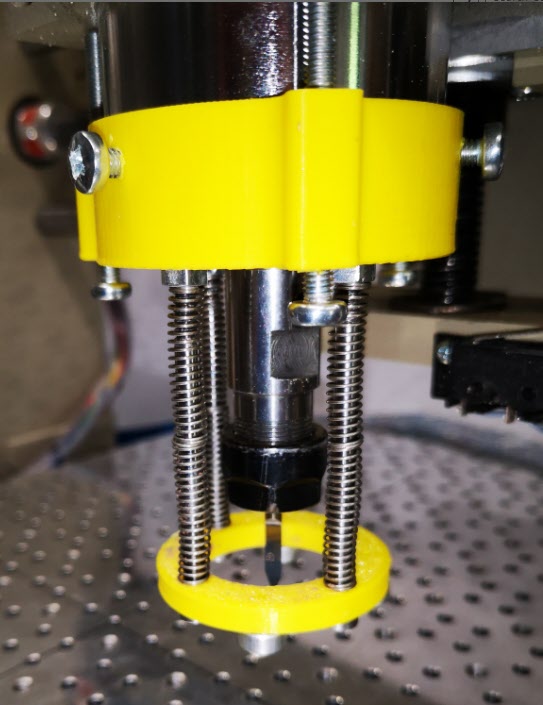
Idle hands and brain during social distancing has produced a possible solution that might be of interest and stimulation to others. It consists of a circular pressure ring that sits around the spindle chuck and tool. There is a second ring that sits on the spindle body connected to the lower ring with rods which have coaxial springs pushing down on the lower ring. The magic is to use mini ball transfer units on the lower ring to press down on the PCB and glide friction free around the PCB as the cutter does its stuff. The assembly is held in place on the spindle with 3 gripping screws. The downward pressure is adjusted by 3 screws that press against the spindle mounting frame.
The ball transfer units come in all sizes and are very common in baggage handling systems at airports and in industrial conveyor systems. The ones I used came from RS and have a 4.8mm ball and a M2 mounting shank.
The prototype was made using 3D printed rings. There is an image below. Apologies for the yellow PLA but finding any PLA at a decent price is very difficult in the present circumstances.
A view of the underside of the lower ring and the four ball transfer units. In the background is the upper ring that sits around the spindle with the pressure adjusting screws and the spindle gripping screws.View of the pressure foot in place on the spindle showing the tension adjusting screws and spindle grip screws
The idea seems to work and has produced some good consistent quality PCB prints. It does have disadvantages in that you need to have a larger PCB blank to allow for the larger footprint of the pressure ring. It is probably only of practical use for PCB milling but then the problem of flatness is less critical in drilling the board and routing the profile.


 It is supplied with a soft storage pouch and there is a training course app with it which is straightforward. You can then play a quiz to see how good your hand / eye coordination is. Perhaps it is not good to dwell on the results of this ….
Initially it is certainly weird to use but then it seems to click (?) with brain and muscle memory and then becomes a major step forward when using Fusion 360. You use your left hand on the Spacemouse and the right hand for normal mouse activity.
I like it. In fact I like it a lot and wonder why I hadn’t latched onto it before now.
Hopefully it will ease the strain on my right wrist and probably pass the burden to my left wrist …. arthritis rules.
Similar or related subjects : –
It is supplied with a soft storage pouch and there is a training course app with it which is straightforward. You can then play a quiz to see how good your hand / eye coordination is. Perhaps it is not good to dwell on the results of this ….
Initially it is certainly weird to use but then it seems to click (?) with brain and muscle memory and then becomes a major step forward when using Fusion 360. You use your left hand on the Spacemouse and the right hand for normal mouse activity.
I like it. In fact I like it a lot and wonder why I hadn’t latched onto it before now.
Hopefully it will ease the strain on my right wrist and probably pass the burden to my left wrist …. arthritis rules.
Similar or related subjects : –